







Línea de extrusión de láminas de PET
MáquinaVideo
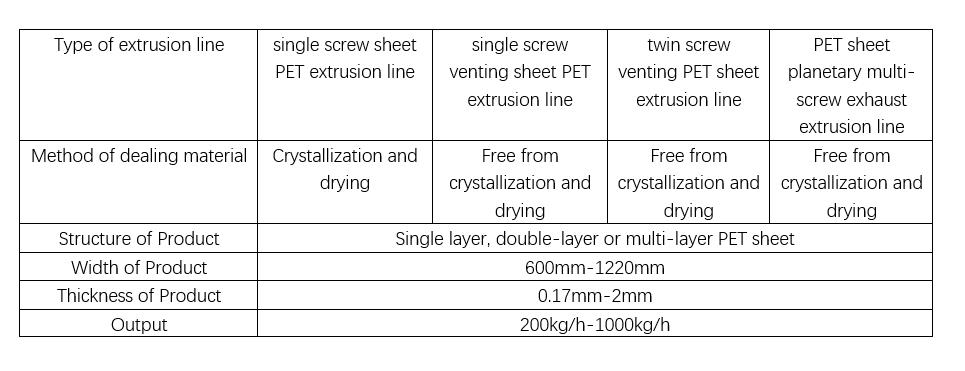
Parámetro
Clasificación de la línea de producción de extrusión de láminas de PET.
1.MASCOTA
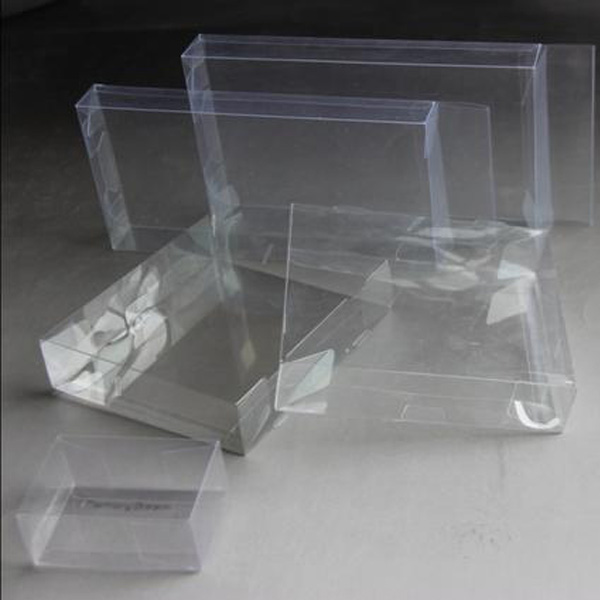
La lámina de PET es un nuevo tipo de producto plástico desarrollado en los últimos años, entonces, ¿cuál es la diferencia entre este y nuestro plástico tradicional? El proceso de producción de este material es complejo y se produce mediante maquinaria de alta precisión mediante una serie de procesos de extrusión.
El plástico que vemos habitualmente es una sustancia traslúcida. Sin embargo, la transparencia de este material puede cambiar en tiempo real según sus requisitos específicos. Por su ductilidad y plasticidad también se puede colocar en el hogar u oficina como objeto decorativo. Incluso después de alcanzar su vida útil, cuando es necesario reciclarlo, ni siquiera la combustión producirá gases contaminantes y, para el medio ambiente, el daño es mínimo.
2.Ventajas de la línea de producción de láminas de doble tornillo Gwell PET
* Utilizado en la producción de láminas de PET, sin sistema de secado por precristalización, y apto para la producción de materiales reciclados, con alto rendimiento, bajo consumo energético, excelentes características de plastificación.
* El cañón está equipado con doble escape de vacío para garantizar que el vapor de agua se descargue por completo.
* La extrusora está equipada con una bomba dosificadora de fusión con salida estabilizada de presión cuantitativa y control automático de circuito cerrado de presión y velocidad establecidas.
* Toda la máquina adopta control PLC para realizar el control automático de configuración de parámetros, cálculo y retroalimentación de datos, alarma y otras funciones.
3.Proceso de producción de lámina termoformada de PET.
La lámina de PET, al igual que otros plásticos, está estrechamente relacionada con el peso molecular. La viscosidad característica determina el peso molecular. Cuanto mayor sea el espesor típico, mejores serán las propiedades físicas y químicas, pero la escasa fluidez dificulta su formación. Cuanto menor es la viscosidad intrínseca, peores son sus propiedades físicas y químicas y su resistencia al impacto es insuficiente.
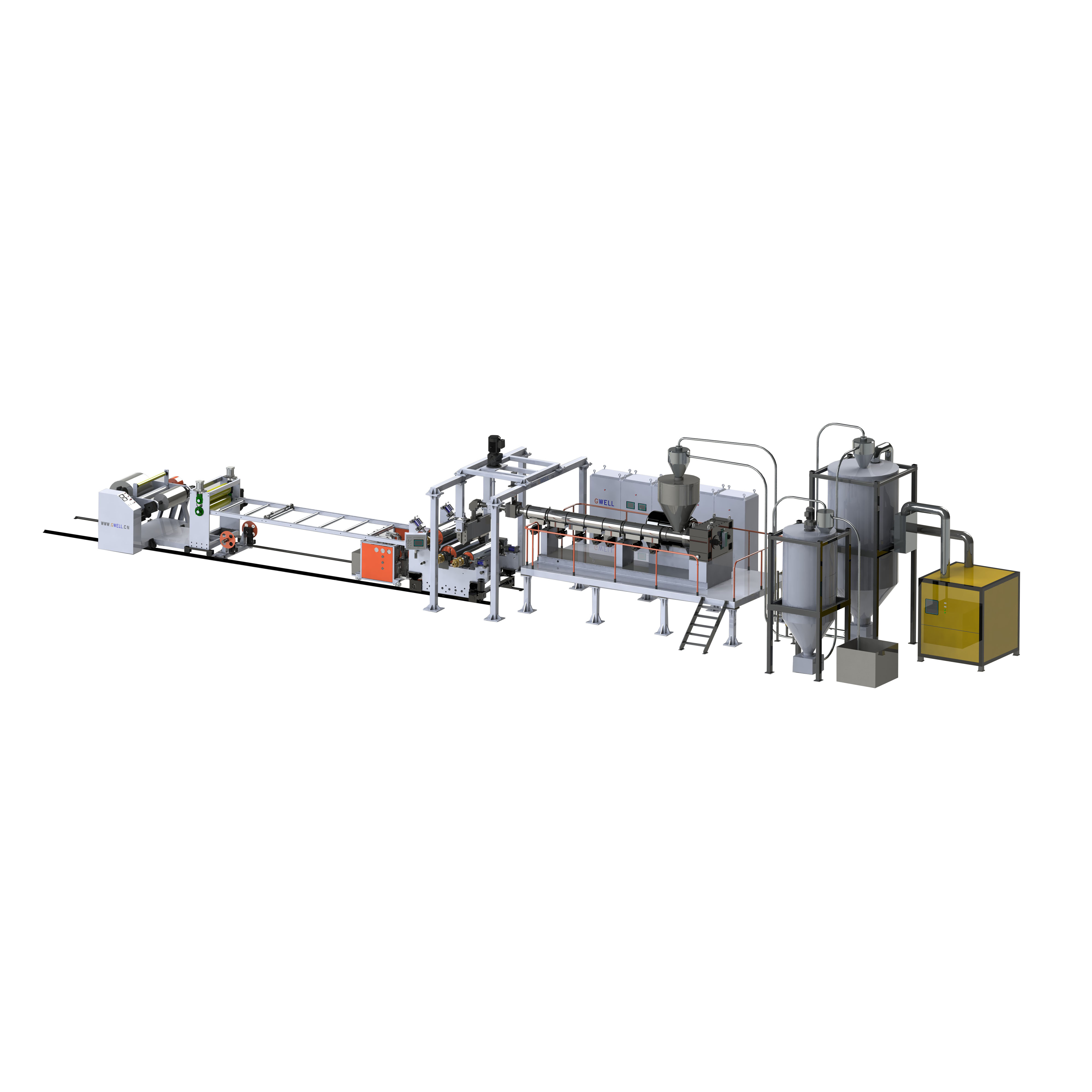
La línea de producción de extrusión de láminas de PET incluye torre de secado, extrusora, cambiador de pantalla, bomba dosificadora, matriz en T, calandria de tres rodillos, soporte de enfriamiento y bobinadora. El proceso de producción es secado de materia prima, plastificación por extrusión, moldeo por extrusión, calandrado, enfriamiento y bobinado de productos.
1) Secado: dado que el agua hidrolizará y degradará el PET en condiciones de alta temperatura, lo que provocará una disminución de su adhesión característica, sus propiedades físicas, especialmente la resistencia al impacto, disminuirán con la disminución del peso molecular. Por lo tanto, la línea de extrusión de láminas de PET debe secar el PET antes de fundirlo y extruirlo para reducir el contenido de humedad.
2) Moldeo por extrusión: el PET se convierte en polímero con un punto de fusión evidente después de la cristalización y el secado. El polímero tiene una alta temperatura de moldeo y un estrecho rango de control de temperatura. Las partículas no fundidas y la masa fundida se separan mediante un tornillo de barrera dedicado al poliéster, lo que ayuda a mantener ciclos de corte más prolongados y aumenta el rendimiento de la extrusora. La línea de producción de láminas de PET de doble tornillo contiene un dispositivo de extracción al vacío, que puede eliminar eficazmente los cargadores contenidos en la masa fundida de PET, eliminando el paso de cristalización de la línea de producción de un solo tornillo de PET y reduciendo el consumo de energía entre un 10 % y un 20 % en comparación con el mismo grado
3) Formación de enfriamiento de la matriz en T: después de fluir fuera de la matriz en T fundida, directamente a la calandria de tres rodillos para calandrar y enfriar, los tres rodillos superior, medio e inferior del componente de calandrado de tres rodillos, el eje del rodillo central está fijo , a través del movimiento hacia arriba y hacia abajo del eje para ajustar la separación de los rodillos, los tres rodillos deben garantizar la sincronización de la velocidad, la velocidad debe estar por encima de la velocidad de extrusión, el propósito es compensar la expansión de la hoja cuando el material sale y debilitar su interior tensión, de modo que la veta horizontal desaparezca.
4) Unidad de arrastre y bobinado: La hoja sale a través de rodillos calandradores y rodillos de enfriamiento. Suficientemente enfriado por el soporte de enfriamiento. Luego, en el dispositivo de tracción, el dispositivo de tracción está compuesto por rodillos de caucho activos y rodillos de caucho pasivos. La línea de extrusión de láminas de PET de Gwell puede alcanzar un radio de rizado máximo de 1,2 metros.
Presentación del caso


Pareja






