

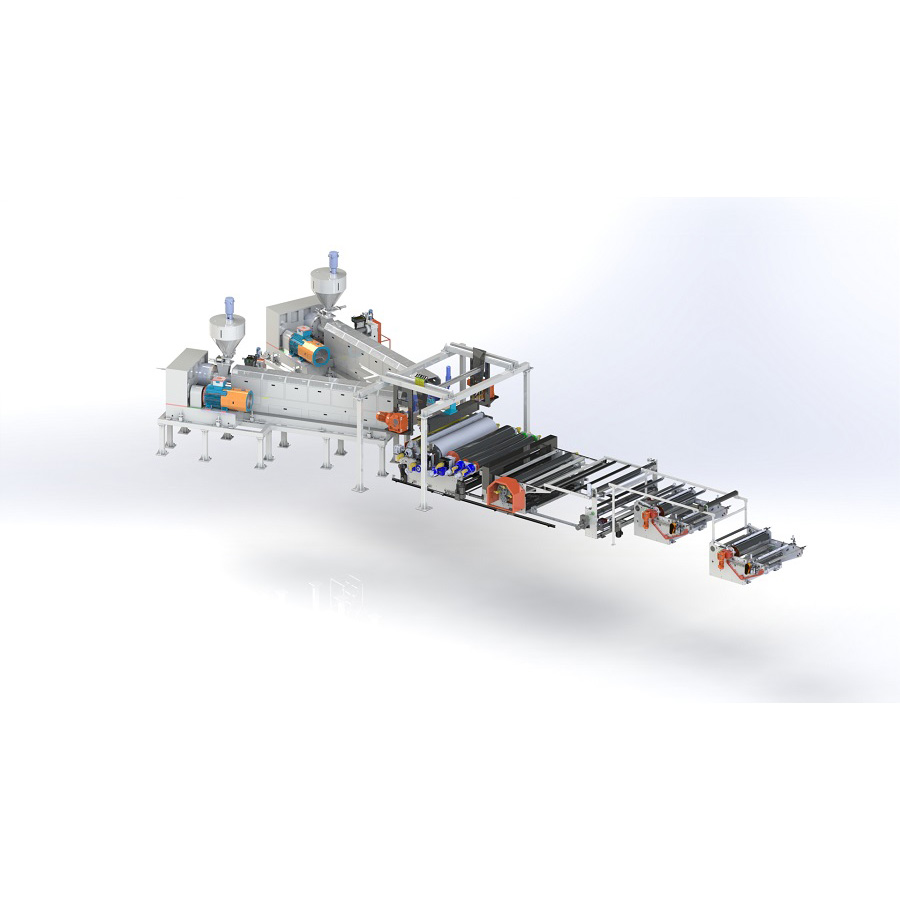
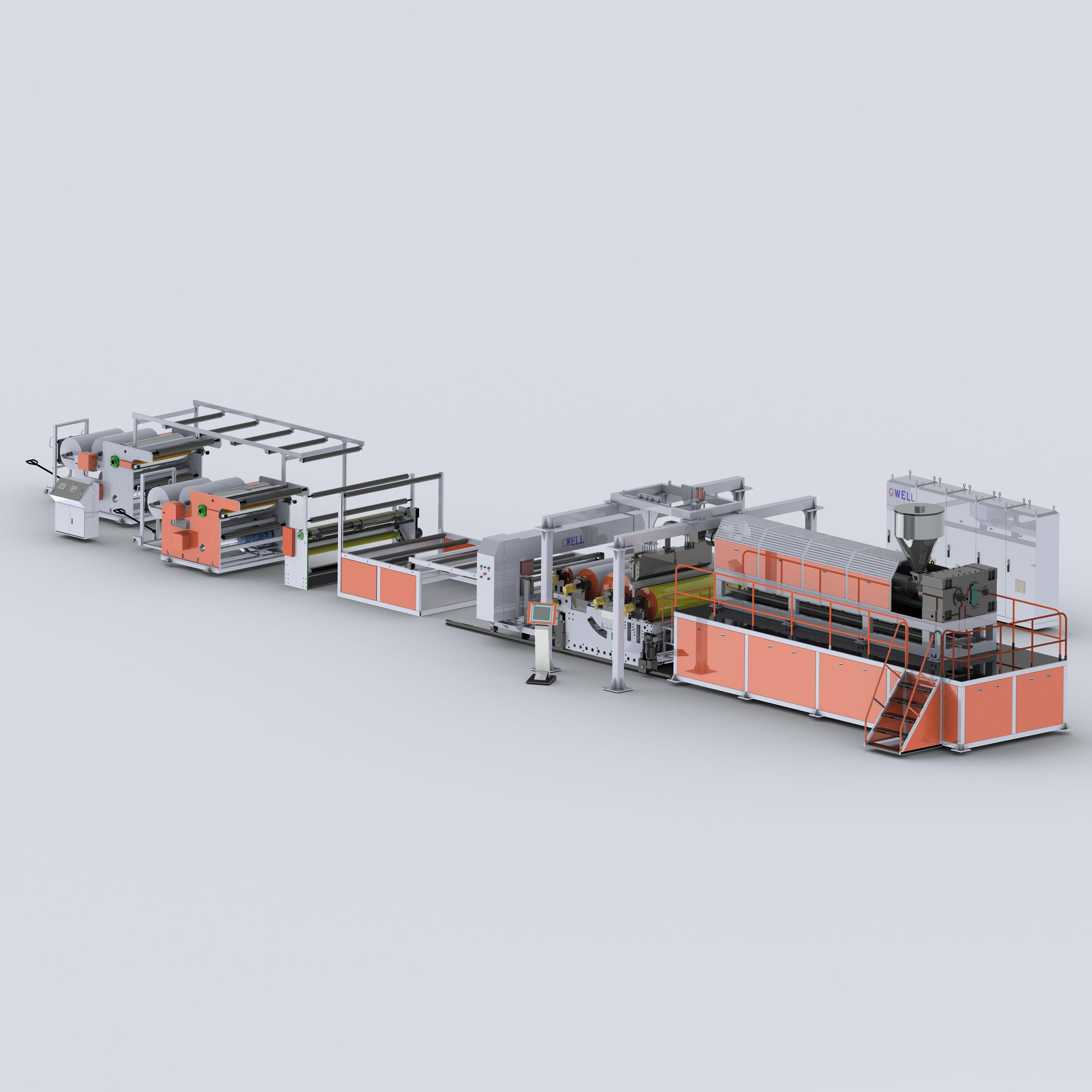

EVA POE Solar Encapsulation Film Extrusion Line
Parameter
|
Extruder Type |
GWS180 |
Co-extrusion GWS180+GWS180 |
|
Raw material |
EVA, POE |
EVA, POE |
|
Capacity |
0.6GW(600kg/h) |
1GW(1000kg/h) |
|
Product |
EVA, POE(2kinds) |
EVA, POE,EPE(3 kinds) |
|
Net width |
2200mm-2700mm |
|
|
Thickness range |
0.2mm-1mm |
|
|
Design line speed |
20m/min |
|
|
Application |
EVA、POE、EPE film for solar encapsulation |
|
Features of EVA Film
Excellent durability such as weather resistance, high-temperature resistance, humidity resistance, and ultraviolet resistance.
- It has excellent additional force on glass, metal, plastic PET, and TPT, and maintains long-term additional force.
- Excellent light-absorbing rate and transparency.
- Solar cells are deactivated and harmless during processing.
- High cross-linking rate after lamination.
- Good encapsulation performance.
Technical parameter
1.Applicable materials: EVA+auxiliary for solar encapsulation film, POE+auxiliary
2. The production line width of silver cylinder: 3000mm
3. Die width: one pair of 2600mm; one pair of 3000mm (can be customized according to customer requirements, and the product can be cut into multiple pieces online according to requirements)
4.EVA product GSM: 300-530g/m2
5.Extruder direction: from back to front (easy to disengage production debugging)
6.Max line speed: 20m/min (actual production speed depends on raw material process and working conditions)
7.Thickness deviation: T Ds 3%, MDS 2%
8.Installed capacity: about 550kw (working capacity about 300kw)
9.Water supply temperature 7-20°C, water pressure 4-6bar, circulating water volume 40-50m3/h
10.Supply air source pressure z7bar air pressure 0.9 m3/h
Features of EVA Solar Film-Making Machine
Combined control thickness measurement/automatic thickness measurement provides a guarantee for high-quality production and establishes a three-dimensional map of products through networking with defect detection, so as to analyze and predict problems intuitively and quickly. High-precision intelligent control maximizes the stability of the production line, and at the same time efficiently and scientifically assists in the establishment of the production process, and quickly forms data analysis to escort production.
- The latest far-infrared tempering process, precise temperature control, stainless steel, and special insulation materials to achieve heat preservation and energy saving. Online eva scrap recycling technology saves the cost to the greatest extent for customers.
- Mature EVA Film Making Machine equipment solutions, optimal shrinkage rate, minimum grammage error, fast machine adjustment response, and intelligent control to establish an all-around control system for product quality.
- Provide on-site layout and public works solutions, and provide customers with a full set of engineering support and one-stop solution to customers’ project construction problems.
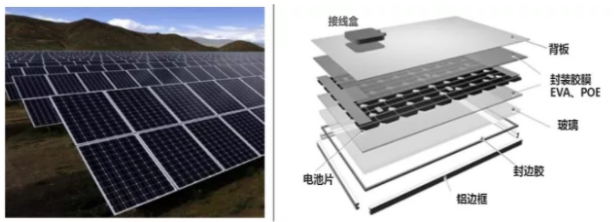
What is EVA?
EVA is an ethylene-vinyl acetate copolymer, which is produced by the copolymerization of ethylene (E) and vinyl acetate (VA) and is referred to as EVA, or E/VAC. Compared with polyethylene, EVA has reduced crystallinity and improved flexibility, impact resistance, filler compatibility, and heat sealing performance due to the introduction of vinyl acetate monomer in the molecular chain. Generally speaking, the performance of EVA resin mainly depends on the content of vinyl acetate on the molecular chain. Because the composition ratio can be adjusted to meet different application needs, the higher the content of vinyl acetate (VA content), its transparency, softness and toughness will be relatively improved.
EVA characteristics
1. Durability
Premium EVA film is known for its outstanding durability, even under harsh weather conditions such as high temperature and high humidity.
2. Bonding
Under the right conditions, EVA film has excellent adhesion to solar glass (not standard glass, which has a rough surface). EVA also bonds very well to the backsheet.
3. Optical
EVA is known for its excellent transparency. This means that light transmission is acceptable and doesn’t block too much sunlight trying to reach the solar cell. Today, several manufacturers in Asia use transparent backing, so there is transparency between the cells. This type of module is called a translucent module.
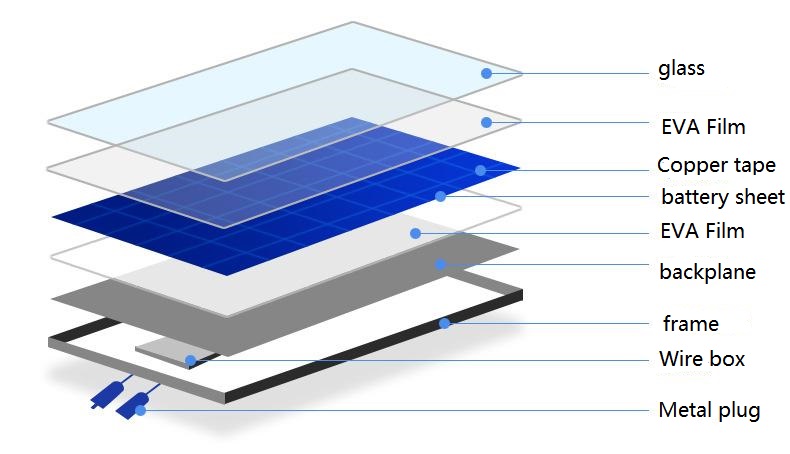
What is EVA film?
In the solar industry, the most common encapsulation is the use of cross-linkable ethylene vinyl acetate (EVA). With the help of a laminator, the cells are laminated between EVA films in a vacuum, in compression. The process takes place at temperatures up to 150 °C. One of the disadvantages of EVA film is that it is not UV resistant, so a protective front glass is required to shield it from UV rays.
Polymerization methods include high-pressure bulk polymerization (for plastics), solution polymerization (PVC processing aid), emulsion polymerization (adhesive), and suspension polymerization. Emulsion polymerization is used for vinyl acetate (VA) content higher than 30%, and high-pressure bulk polymerization is used for low vinyl acetate content.
The EVA solar Film Making Machine extrusion production line uses EVA resin (VA content 30-33%) as the base material to produce EVA film for solar photovoltaic cells. This production line can also produce hot-melt adhesive EVA inter layer film by changing the formula and process.
In the solar industry, the most common encapsulation is the use of cross-linkable ethylene vinyl acetate (EVA). With the help of a laminator, the cells are laminated between EVA films in a vacuum, in compression. The process takes place at temperatures up to 150 °C. One of the disadvantages of EVA film is that it is not UV resistant, so a protective front glass is required to shield it from UV rays.
Polymerization methods include high-pressure bulk polymerization (for plastics), solution polymerization (PVC processing aid), emulsion polymerization (adhesive), and suspension polymerization. Emulsion polymerization is used for vinyl acetate (VA) content higher than 30%, and high-pressure bulk polymerization is used for low vinyl acetate content.
The EVA solar Film Making Machine extrusion production line uses EVA resin (VA content 30-33%) as the base material to produce EVA film for solar photovoltaic cells. This production line can also produce hot-melt adhesive EVA inter layer film by changing the formula and process.
What is POE film?
POE is better than EVA anti-PID (potential-induced attenuation), which is also the main advantage of POE. Fourth, the water resistance effect of POE is better, and it can be widely used in the water surface power stations and other links.
POE film is mainly used in double-sided modules, which replaces the backplane with photovoltaic glass, with high power generation, strong stability and long service life, so as to improve the efficiency of the module.
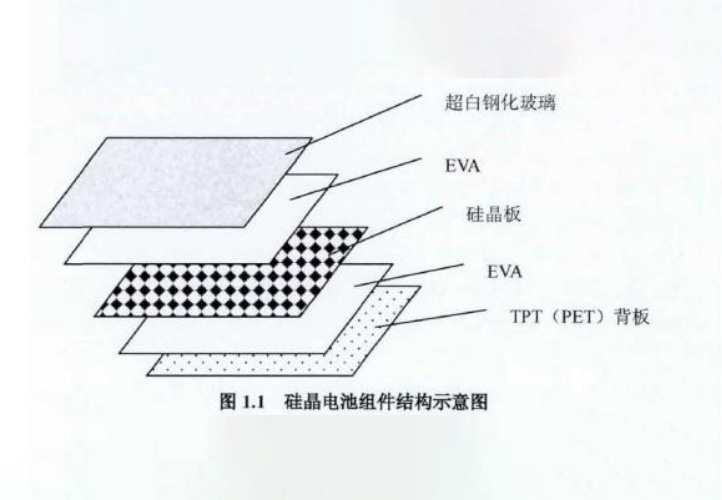
What is EPE film ?
Generally speaking the EPE film is like picture below:
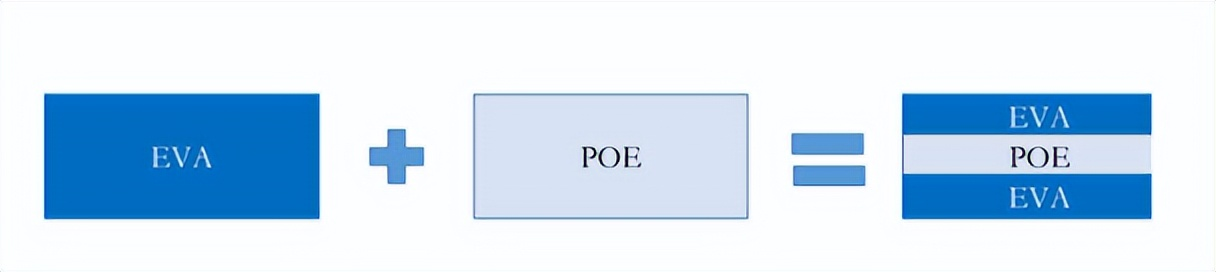
It combines two advantages of both EVA and POE:Is a variant of POE products. Because of the price gap between POE and EVA is large, POE is 13 yuan / square meter, EVA7 yuan / square meter, one square meter price difference is 6 yuan, a 2 square meter component needs two, the price difference is as high as 24 yuan / component.
POE is slippery in performance, and it is easy to make the battery deviate when laminating. Lamination takes 30% longer than EVA, which is one of the main reasons for the lower capacity of double glass components than single glass components. Therefore, the industry put forward the co-extrusion structure of eva / pose / eva, that is, sandwich type, the external contact surface is EVA, reduce the probability of wrong pieces, reduce the cost, and the POE in the middle plays a barrier role.
Case Presentation


Partner
