







خط اکستروژن ورق PET
MachineVideo
پارامتر
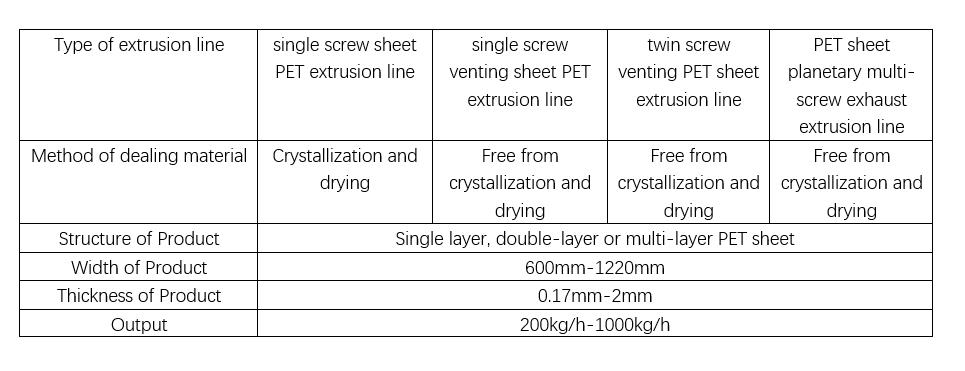
طبقه بندی خط تولید اکستروژن ورق PET
1. PET
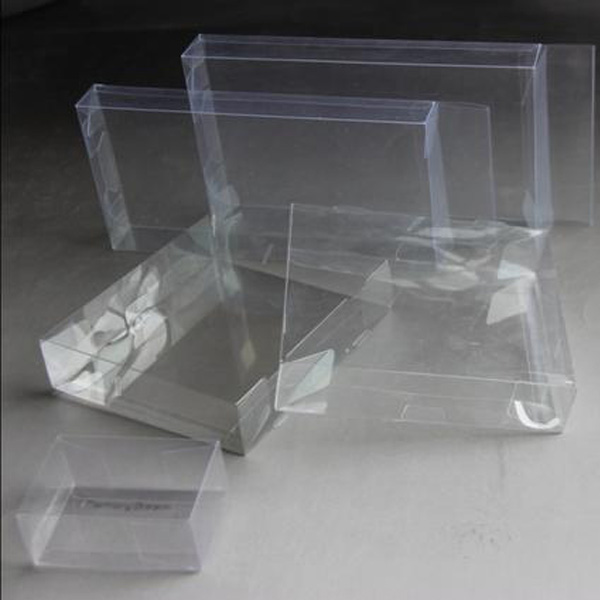
ورق PET نوع جدیدی از محصولات پلاستیکی است که در سال های اخیر توسعه یافته است، بنابراین تفاوت آن با پلاستیک سنتی ما چیست؟ فرآیند تولید این ماده پیچیده است و با استفاده از ماشین آلات با دقت بالا از طریق یک سری فرآیندهای اکستروژن تولید می شود.
پلاستیکی که معمولا می بینیم یک ماده نیمه شفاف است. با این وجود، شفافیت این ماده می تواند در زمان واقعی با توجه به نیازهای خاص آن تغییر کند. به دلیل شکل پذیری و انعطاف پذیری می توان آن را به عنوان یک شی تزئینی در منزل یا محل کار قرار داد. حتی پس از رسیدن به عمر مفید آن، زمانی که نیاز به بازیافت دارد، حتی احتراق گازهای آلاینده ای تولید نمی کند و برای محیط زیست، ضرر کمتری دارد.
2.مزایای خط تولید ورق پیچ دوقلو Gwell PET
* مورد استفاده در تولید ورق های PET، بدون سیستم خشک کردن پیش کریستالیزاسیون، و مناسب برای تولید مواد بازیافتی، با خروجی بالا، مصرف انرژی کم، ویژگی های پلاستیک سازی عالی.
* بشکه مجهز به اگزوز دوگانه خلاء است تا اطمینان حاصل شود که بخار آب به طور کامل تخلیه می شود.
* اکسترودر مجهز به خروجی تثبیت فشار کمی پمپ اندازه گیری مذاب و کنترل خودکار حلقه بسته فشار و سرعت است.
* کل دستگاه کنترل PLC را برای تحقق کنترل خودکار تنظیمات پارامتر، محاسبه داده ها و بازخورد، زنگ هشدار و سایر عملکردها اتخاذ می کند.
3.فرآیند تولید ورق حرارتی PET
ورق PET مانند سایر پلاستیک ها ارتباط نزدیکی با وزن مولکولی دارد. ویسکوزیته مشخصه وزن مولکولی را تعیین می کند. هرچه ضخامت معمولی بیشتر باشد، خواص فیزیکی و شیمیایی بهتری دارد، اما سیالیت ضعیف تشکیل آن را دشوار می کند. هرچه ویسکوزیته ذاتی کمتر باشد، خواص فیزیکی و شیمیایی آن بدتر و مقاومت ضربه ای ناکافی است.
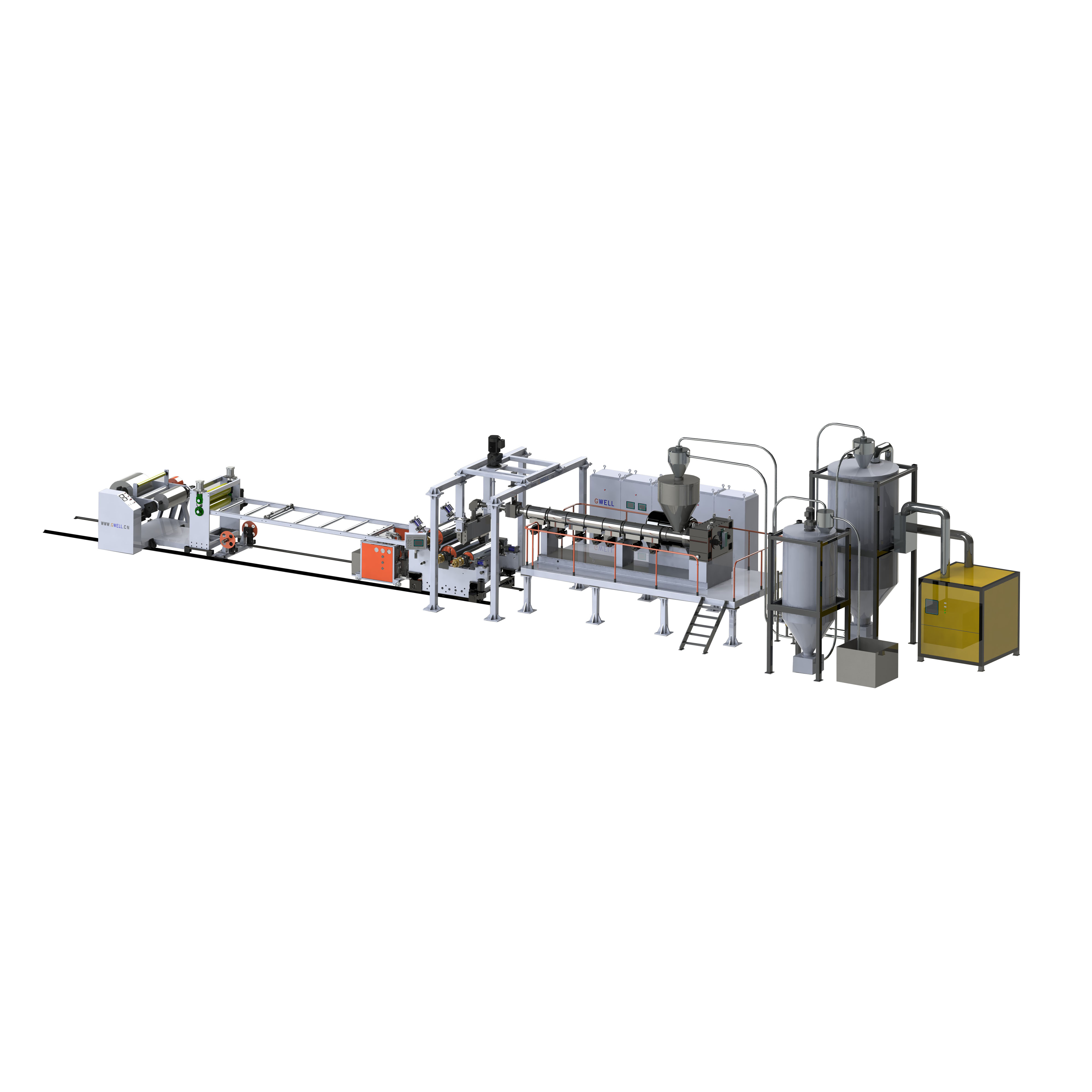
خط تولید اکستروژن ورق PET شامل برج خشک کن، اکسترودر، تعویض صفحه، پمپ اندازه گیری، تی دی، تقویم سه رول، براکت خنک کننده، سیم پیچ می باشد. فرآیند تولید به صورت خشک کردن مواد خام - پلاستیک سازی اکستروژن - قالب گیری اکستروژن - کلندرینگ - کوک کردن - و محصولات سیم پیچ است.
1) خشک کردن: از آنجایی که آب در شرایط دمایی بالا، PET را هیدرولیز و تجزیه می کند و در نتیجه چسبندگی مشخصه آن کاهش می یابد، با کاهش وزن مولکولی، خواص فیزیکی آن به ویژه مقاومت ضربه ای کاهش می یابد. بنابراین، خط اکستروژن ورق PET باید PET را قبل از ذوب و اکستروژن خشک کند تا میزان رطوبت کاهش یابد.
2) قالب گیری اکستروژن: PET پس از کریستالیزاسیون و خشک شدن به پلیمر با نقطه ذوب آشکار تبدیل می شود. این پلیمر دارای دمای قالب گیری بالا و محدوده کنترل دما باریکی است. ذرات ذوب نشده و مذاب توسط یک پیچ مانع مخصوص پلی استر جدا می شوند که به حفظ چرخه های برشی طولانی تر و افزایش بازده اکسترودر کمک می کند. خط تولید ورق PET دو مارپیچ حاوی یک دستگاه استخراج خلاء است که می تواند به طور موثر مجلات موجود در مذاب PET را حذف کند، مرحله تبلور خط تولید تک پیچ PET را حذف کرده و مصرف انرژی را در مقایسه با 10٪ - 20٪ کاهش می دهد. همان درجه
3) تشکیل خنک کننده T-die: پس از خارج شدن از قالب مذاب، مستقیماً به تقویم سه رول برای کلندری و خنک کردن، اجزای کلندری سه رول سه غلتک بالا، میانی و پایین، محور غلتکی مرکزی ثابت می شود. از طریق حرکت محور بالا و پایین برای تنظیم شکاف غلتکی، سه غلتک باید از همگام سازی سرعت اطمینان حاصل کنند، سرعت باید بالاتر از سرعت اکستروژن باشد، هدف این است که انبساط ورق را در هنگام خروج مواد جبران کند و داخلی آن را ضعیف کند. تنش، به طوری که دانه افقی ناپدید می شود.
4) واحد کشش و سیم پیچ: ورق از طریق غلتک های کلندری و غلتک های خنک کننده خارج می شود. به اندازه کافی توسط براکت خنک کننده خنک شده است. سپس در دستگاه کشش، دستگاه کشش از غلتک های لاستیکی فعال و غلتک های لاستیکی غیرفعال تشکیل شده است، خط اکستروژن ورق PET Gwell می تواند به حداکثر شعاع پیچش 1.2 متر برسد.
ارائه پرونده


شریک






