



Ligne de production de films décoratifs ASA
Introduction de la ligne de production de films ASA
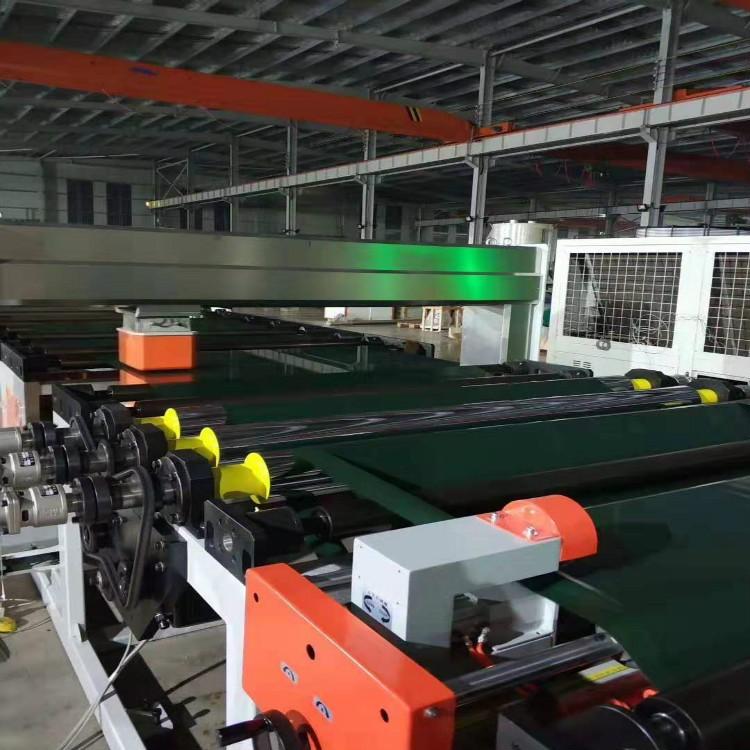
L'ASA est une copolymérisation de styrène, d'acrylonitrile et de caoutchouc acrylique. Techniquement parlant, ASA non seulement conserve les principales caractéristiques de l'ABS, mais combine également les avantages de la résistance aux intempéries de l'acrylique, de sorte que l'application du produit peut être étendue à une utilisation en extérieur. Les produits en film ASA sont fabriqués à partir d'une teneur élevée en matières premières en poudre de caoutchouc ASA. Les produits ont entièrement passé avec succès le test de résistance aux intempéries de 12 000 heures. Les performances de rétention de la couleur sont plusieurs fois supérieures à celles des matériaux coextrudés actuellement disponibles sur le marché. L'uniformité du film ASA est supérieure à celle du matériau co-extrudé, il n'y a pas de différence de couleur des taches fines et aucun gaspillage de chutes. Par conséquent, la ligne de production de films moulés ASA est devenue une tendance de développement à ce stade.
Les caractéristiques de l'équipement de la ligne de production de films coulés ASA produites par notre société :
1. Le capteur de tension et le système de contrôle sont utilisés pour garantir que le contrôle de tension est de ± 10 um.
2.Un ensemble complet de servomoteurs et de servocontrôleurs permet à l'équipement de fonctionner avec plus de précision.
3.L'ensemble de l'équipement adopte un PLC, un contrôle en boucle fermée afin qu'il puisse réaliser une augmentation de vitesse à une touche et soit facile à utiliser.
4. La conception spéciale de la vis de l'extrudeuse garantit que la fusion de la matière plastique brute, la couleur du produit est uniforme et le volume d'extrusion est élevé.
5. La machine de découpe et de rembobinage entièrement automatique a deux fonctions : le rembobinage par contact et le rembobinage par espace. Le ruban d'enroulement a un contrôle de tension, la plage de réglage est de 5 à 200 N/M.
6.Le moule entièrement automatique combiné à la jauge d'épaisseur peut affiner plus efficacement l'écart d'épaisseur de fusion dans la largeur transversale de la matrice, et l'uniformité de l'épaisseur est garantie à ± 10 um.
7. Le rouleau de coulée adopte la méthode d'usinage intégral du canal intérieur pour assurer le contrôle de la température à ± 1 degré, et la précision du contrôle de la surface de roulement à ± 10 um pour garantir une épaisseur de film de coulée plus précise.
Catégories de produits
-
Ligne d'extrusion de feuilles souples super claires en PVC
-
Ligne d'extrusion de feuilles PP PS
-

Ligne d'extrusion de feuille de fond solaire multicouche PP
-

ABS, PMMA ; HANCHES, GPPS Extrusion de feuilles d'articles sanitaires...
-

Ligne d'extrusion de feuilles PC、PMMA、GPPS
-

Ligne de pultrusion de cadre de module solaire PU