

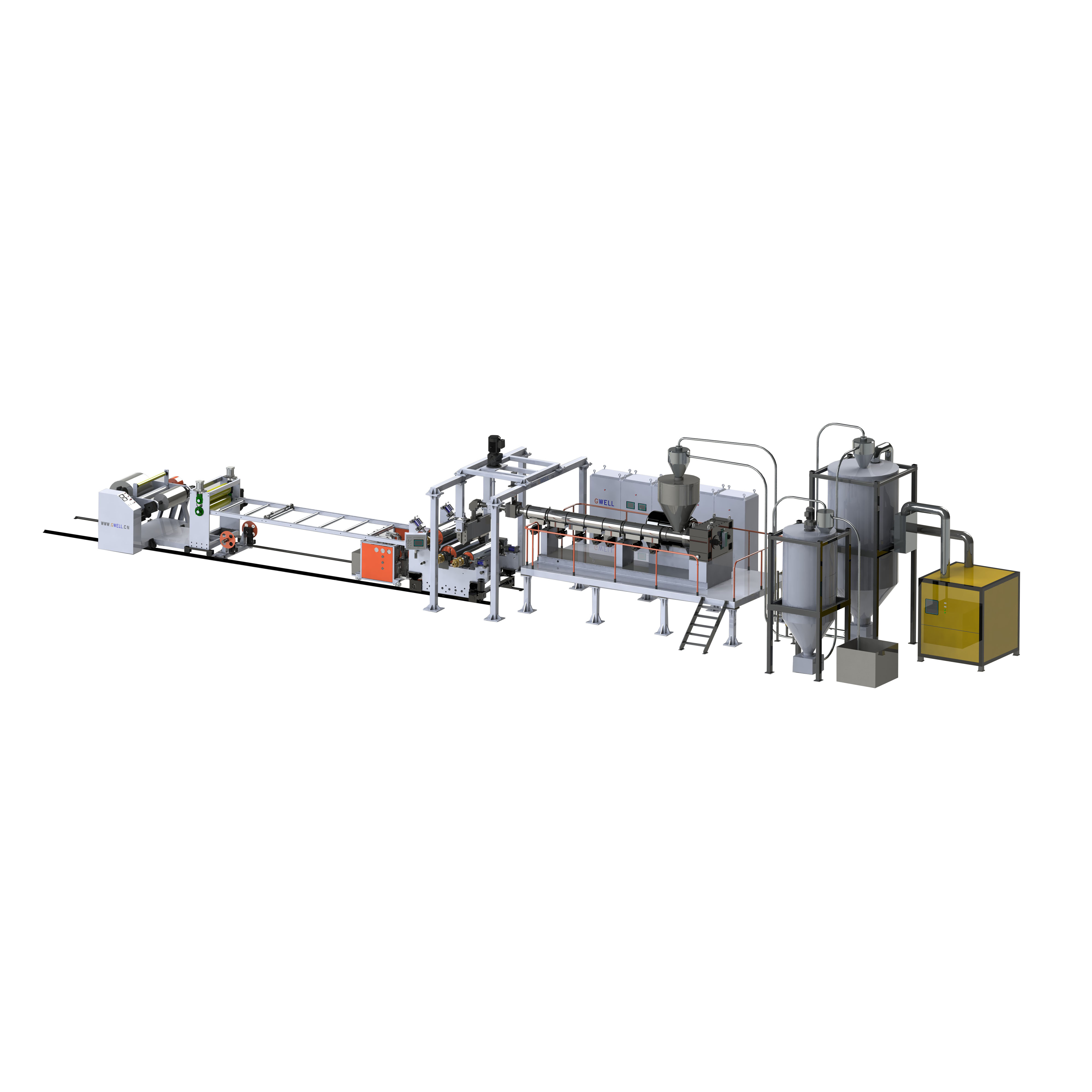






Linea di estrusione lastre PET
MacchinaVideo
Parametro
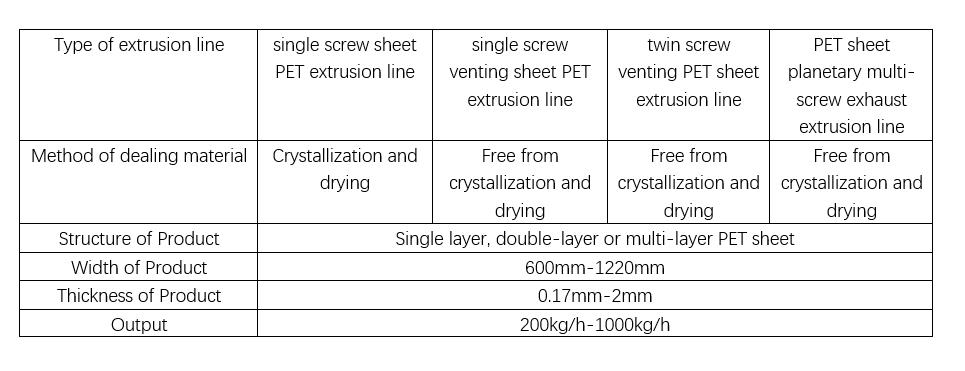
Classificazione della linea di produzione di estrusione di lastre in PET
1.ANIMALE DOMESTICO
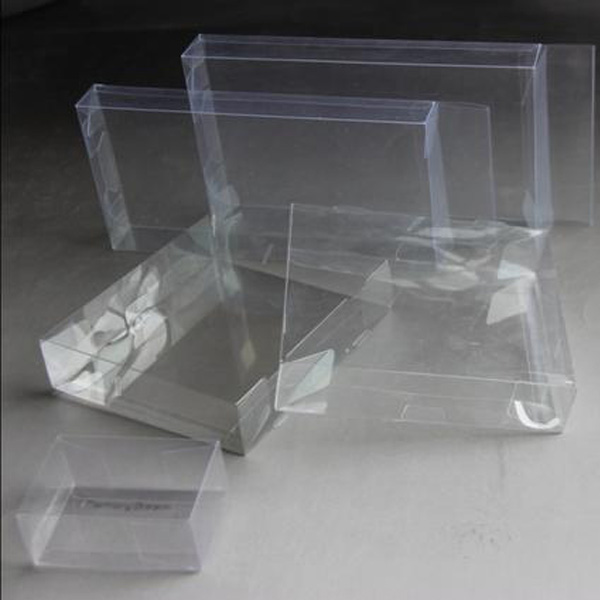
Il foglio in PET è un nuovo tipo di prodotto in plastica sviluppato negli ultimi anni, quindi qual è la differenza tra questo e la nostra plastica tradizionale? Il processo produttivo di questo materiale è complesso e viene prodotto utilizzando macchinari ad alta precisione attraverso una serie di processi di estrusione.
La plastica che vediamo solitamente è una sostanza traslucida. Tuttavia, la trasparenza di questo materiale può cambiare in tempo reale a seconda delle sue specifiche esigenze. Per la sua duttilità e plasticità può essere collocato anche in casa o in ufficio come oggetto decorativo. Anche una volta raggiunta la sua vita utile, quando deve essere riciclato, anche la combustione non produrrà gas inquinanti e il danno per l'ambiente è minimo.
2.Vantaggi della linea di produzione di lastre a doppia vite Gwell PET
* Utilizzato nella produzione di lastre in PET, senza sistema di essiccazione a precristallizzazione, e adatto alla produzione di materiali riciclati, con elevata produttività, basso consumo energetico, eccellenti caratteristiche di plastificazione.
* La canna è dotata di doppio scarico a vuoto per garantire che il vapore acqueo venga completamente scaricato.
* L'estrusore è dotato di pompa dosatrice della fusione con uscita stabilizzata a pressione quantitativa e controllo automatico a circuito chiuso della pressione e della velocità impostate.
* L'intera macchina adotta il controllo PLC per realizzare il controllo automatico dell'impostazione dei parametri, del calcolo e del feedback dei dati, dell'allarme e di altre funzioni.
3.Processo di produzione della lastra per termoformatura in PET
Il foglio di PET, come altre materie plastiche, è strettamente correlato al peso molecolare. La viscosità caratteristica determina il peso molecolare. Maggiore è lo spessore tipico, migliori sono le proprietà fisiche e chimiche, ma la scarsa fluidità ne rende difficile la formatura. Minore è la viscosità intrinseca, peggiori sono le sue proprietà fisiche e chimiche e l'insufficiente resistenza agli urti.
La linea di produzione di estrusione di lastre in PET comprende torre di essiccazione, estrusore, cambiafiltro, pompa dosatrice, matrice a T, calandra a tre rulli, staffa di raffreddamento, avvolgitore. Il processo di produzione prevede l'essiccazione delle materie prime, la plastificazione per estrusione, lo stampaggio per estrusione, la calandratura, la tubazione e l'avvolgimento dei prodotti.
1)Essiccazione: poiché l'acqua idrolizza e degrada il PET in condizioni di alta temperatura, con conseguente diminuzione della sua caratteristica adesione, le sue proprietà fisiche, in particolare la resistenza agli urti, diminuiranno con la diminuzione del peso molecolare. Pertanto, la linea di estrusione di lastre in PET deve asciugare il PET prima della fusione e dell'estrusione per ridurre il contenuto di umidità.
2) Stampaggio per estrusione: il PET viene convertito in polimero con evidente punto di fusione dopo la cristallizzazione e l'essiccazione. Il polimero ha una temperatura di stampaggio elevata e un intervallo ristretto di controllo della temperatura. Le particelle non fuse e la massa fusa sono separate da una vite barriera dedicata al poliestere, che aiuta a mantenere cicli di taglio più lunghi e aumenta la resa dell'estrusore. La linea di produzione di lastre in PET a doppia vite contiene un dispositivo di estrazione sotto vuoto, che può rimuovere efficacemente i caricatori contenuti nel PET fuso, eliminando la fase di cristallizzazione della linea di produzione a vite singola in PET e riducendo il consumo di energia del 10%-20% rispetto a lo stesso grado
3) Formatura con raffreddamento dello stampo a T: dopo essere fuoriuscito dallo stampo a T fuso, direttamente nella calandra a tre rulli per la calandratura e il raffreddamento, il componente di calandratura a tre rulli superiore, medio e inferiore, i tre rulli centrali, l'albero del rullo centrale è fisso , attraverso il movimento su e giù dell'albero per regolare la distanza tra i rulli, i tre rulli dovrebbero garantire la sincronizzazione della velocità, la velocità dovrebbe essere superiore alla velocità di estrusione, lo scopo è compensare l'espansione del foglio quando il materiale lascia e indebolire il suo interno stress, in modo che la venatura orizzontale scompaia.
4) Gruppo di traino e avvolgitore: Il foglio esce tramite rulli di calandratura e rulli di raffreddamento. Sufficientemente raffreddato dalla staffa di raffreddamento. Quindi nel dispositivo di trazione, il dispositivo di trazione è composto da rulli di gomma attivi e rulli di gomma passivi, la linea di estrusione di fogli Gwell PET può raggiungere un raggio di arricciatura massimo di 1,2 metri.
Presentazione del caso


Partner






