







Linha de extrusão de chapa PET
MáquinaVídeo
Parâmetro
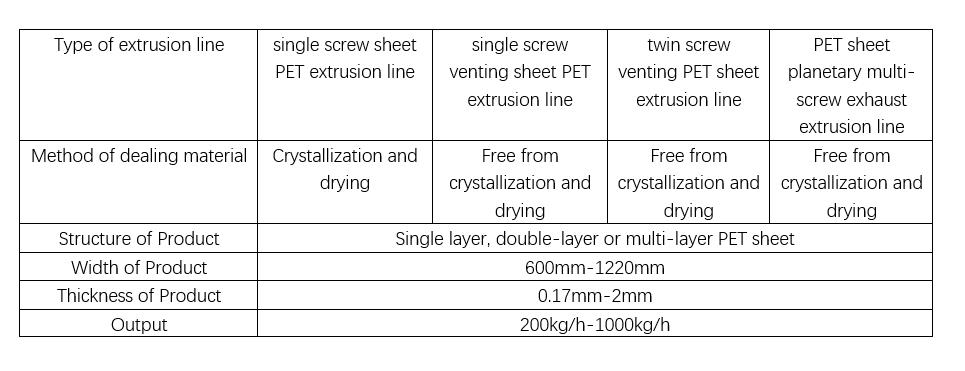
Classificação da linha de produção de extrusão de chapas PET
1. ANIMAL DE ESTIMAÇÃO
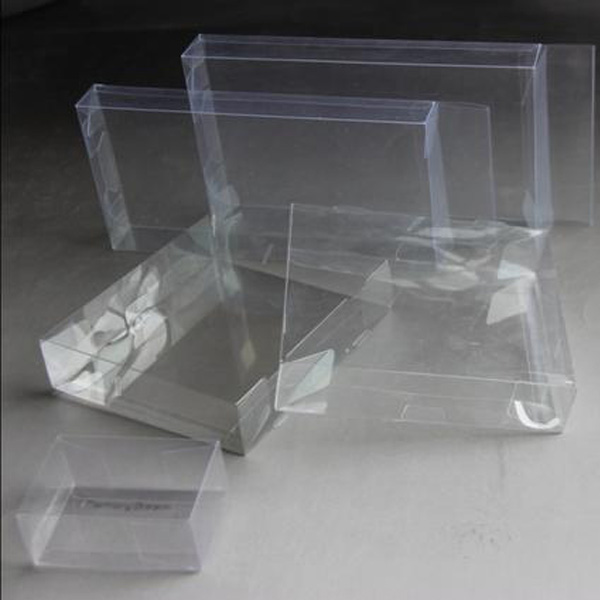
A chapa PET é um novo tipo de produto plástico desenvolvido nos últimos anos, então qual a diferença entre ela e o nosso plástico tradicional? O processo de produção deste material é complexo e é produzido utilizando máquinas de alta precisão através de uma série de processos de extrusão.
O plástico que normalmente vemos é uma substância translúcida. No entanto, a transparência deste material pode mudar em tempo real de acordo com as suas necessidades específicas. Devido à sua ductilidade e plasticidade, também pode ser colocado em casa ou no escritório como objeto decorativo. Mesmo depois de atingir sua vida útil, quando precisa ser reciclado, mesmo a combustão não produzirá gases poluentes e, para o meio ambiente, os danos são mínimos.
2.Vantagens da linha de produção de chapa de parafuso duplo Gwell PET
* Utilizado na produção de chapas PET, sem sistema de secagem pré-cristalização, e adequado para a produção de materiais reciclados, com alto rendimento, baixo consumo de energia, excelentes características de plastificação.
* O cano está equipado com exaustão dupla a vácuo para garantir que o vapor d'água seja totalmente descarregado.
* A extrusora é equipada com saída estabilizada de pressão quantitativa da bomba dosadora de derretimento e controle automático de circuito fechado de pressão definida e velocidade.
* Toda a máquina adota controle PLC para realizar o controle automático de configuração de parâmetros, cálculo de dados e feedback, alarme e outras funções.
3.Processo de produção de chapa termoformadora PET
A folha PET, como outros plásticos, está intimamente relacionada ao peso molecular. A viscosidade característica determina o peso molecular. Quanto maior a espessura típica, melhores serão as propriedades físicas e químicas, mas a baixa fluidez dificulta a conformação. Quanto menor a viscosidade intrínseca, piores são as suas propriedades físicas e químicas e a resistência ao impacto é insuficiente.
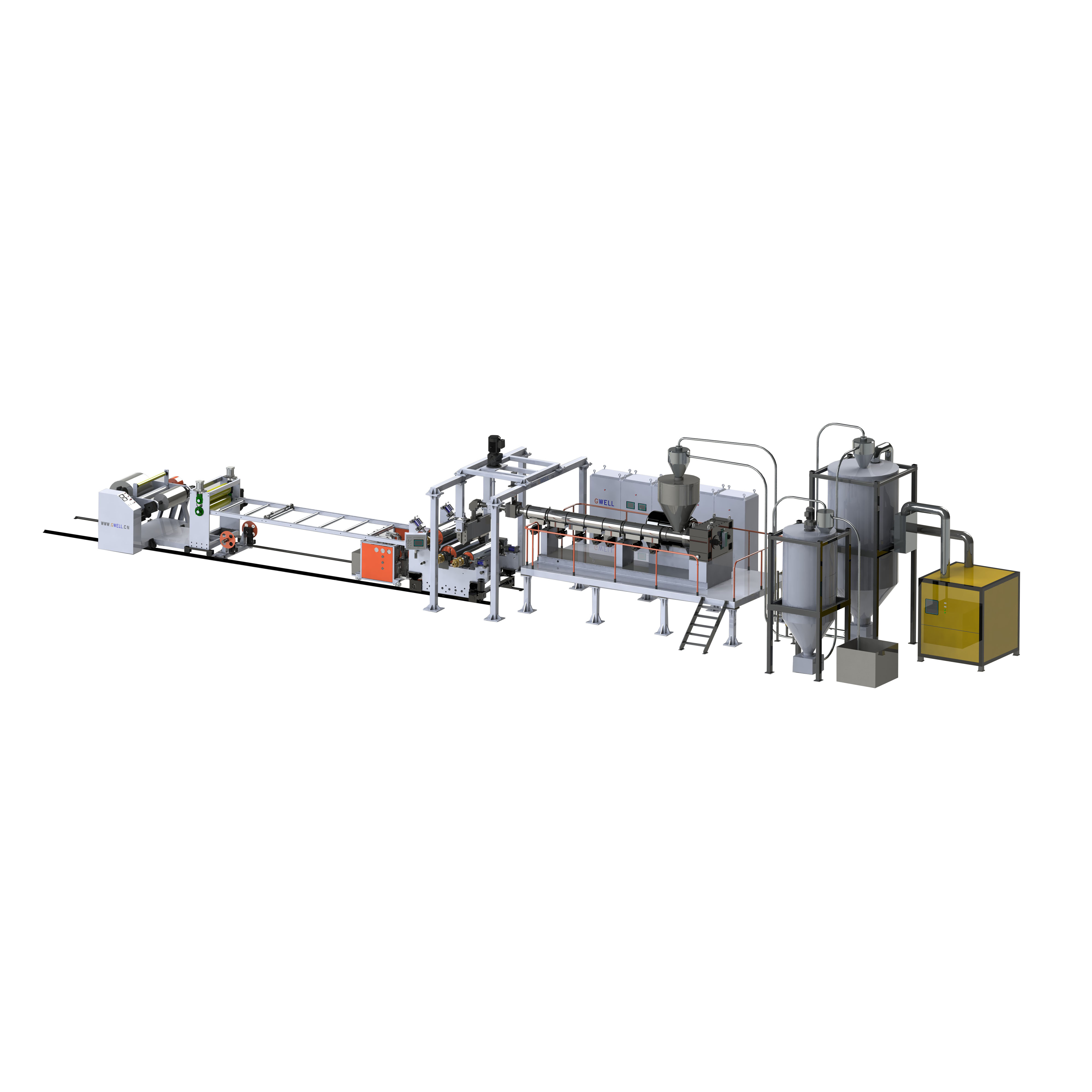
A linha de produção de extrusão de chapas PET inclui torre de secagem, extrusora, trocador de tela, bomba dosadora, matriz em T, calandra de três rolos, suporte de resfriamento e bobinadeira. O processo de produção é a secagem da matéria-prima - plastificação por extrusão - moldagem por extrusão - calandragem - arrulho - e enrolamento de produtos.
1) Secagem: Como a água irá hidrolisar e degradar o PET sob condições de alta temperatura, resultando em uma diminuição em sua adesão característica, suas propriedades físicas, especialmente a resistência ao impacto, diminuirão com a diminuição do peso molecular. Portanto, a linha de extrusão de chapas PET deve secar o PET antes da fusão e extrusão para reduzir o teor de umidade.
2) Moldagem por extrusão: PET é convertido em polímero com ponto de fusão óbvio após cristalização e secagem. O polímero tem uma alta temperatura de moldagem e uma faixa estreita de controle de temperatura. As partículas não fundidas e o fundido são separados por um parafuso de barreira dedicado ao poliéster, o que ajuda a manter ciclos de cisalhamento mais longos e aumenta o rendimento da extrusora. A linha de produção de folhas PET de rosca dupla contém um dispositivo de extração a vácuo, que pode efetivamente remover os depósitos contidos no fundido de PET, eliminando a etapa de cristalização da linha de produção de rosca única PET e reduzindo o consumo de energia em 10% -20% em comparação com a mesma nota
3) Formação de resfriamento de matriz T: depois de fluir para fora da matriz T fundida, diretamente para a calandra de três rolos para calandragem e resfriamento, o componente de calandragem de três rolos superior, médio e inferior de três rolos, o eixo do rolo central é fixo , através do movimento para cima e para baixo do eixo para ajustar a folga do rolo, os três rolos devem garantir a sincronização da velocidade, a velocidade deve estar acima da velocidade de extrusão, o objetivo é compensar a expansão da folha quando o material sai e enfraquecer seu interno tensão, de modo que o grão horizontal desapareça.
4) Unidade de transporte e enrolamento: A folha sai através de rolos de calandragem e rolos de resfriamento. Suficientemente resfriado pelo suporte de resfriamento. Em seguida, no dispositivo de tração, o dispositivo de tração é composto por rolos de borracha ativos e rolos de borracha passivos, a linha de extrusão de chapas PET Gwell pode atingir um raio de ondulação máximo de 1,2 metros.
Apresentação de Caso


Parceiro






