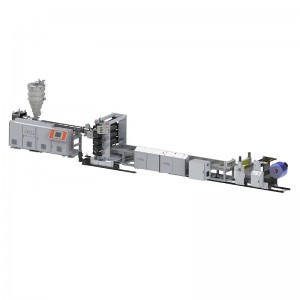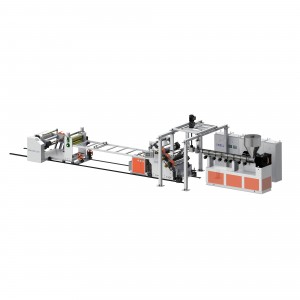
Линия по производству декоративной пленки ASA
Внедрение линии по производству пленки ASA
ASA представляет собой сополимеризацию стирола, акрилонитрила и акрилового каучука. С технической точки зрения ASA не только сохраняет основные характеристики ABS, но также сочетает в себе преимущества устойчивости акрила к атмосферным воздействиям, что позволяет расширить применение продукта до использования на открытом воздухе. Пленки ASA изготовлены из сырья с высоким содержанием резинового порошка ASA. Продукция полностью прошла 12 000-часовое испытание на устойчивость к атмосферным воздействиям. Характеристики сохранения цвета во много раз выше, чем у современных коэкструдированных материалов, представленных на рынке. Однородность пленки ASA выше, чем у коэкструдированного материала, нет разницы в цвете тонких пятен и нет отходов отходов. Таким образом, линия по производству литой пленки ASA стала тенденцией развития на данном этапе.
Особенности оборудования линии по производству литой пленки ASA производства нашей компании:
1. Датчик натяжения и система управления используются для обеспечения контроля натяжения в пределах ± 10 мкм.
2. Полный набор серводвигателей и сервоконтроллеров обеспечивает более точную работу оборудования.
3. Весь комплект оборудования использует ПЛК и систему управления с обратной связью, что позволяет увеличить скорость одним нажатием кнопки и прост в эксплуатации.
4. Специальная конструкция шнека экструдера обеспечивает плавление сырого пластика, равномерный цвет продукта и высокий объем экструзии.
5. Полностью автоматическая машина для резки и перемотки имеет две функции: контактную перемотку и перемотку с зазором. Намоточная лента имеет контроль натяжения, диапазон регулировки 5-200Н/М.
6. Полностью автоматическая форма в сочетании с толщиномером позволяет более эффективно регулировать отклонение толщины расплава по поперечной ширине матрицы, при этом однородность толщины гарантированно составляет ± 10 мкм.
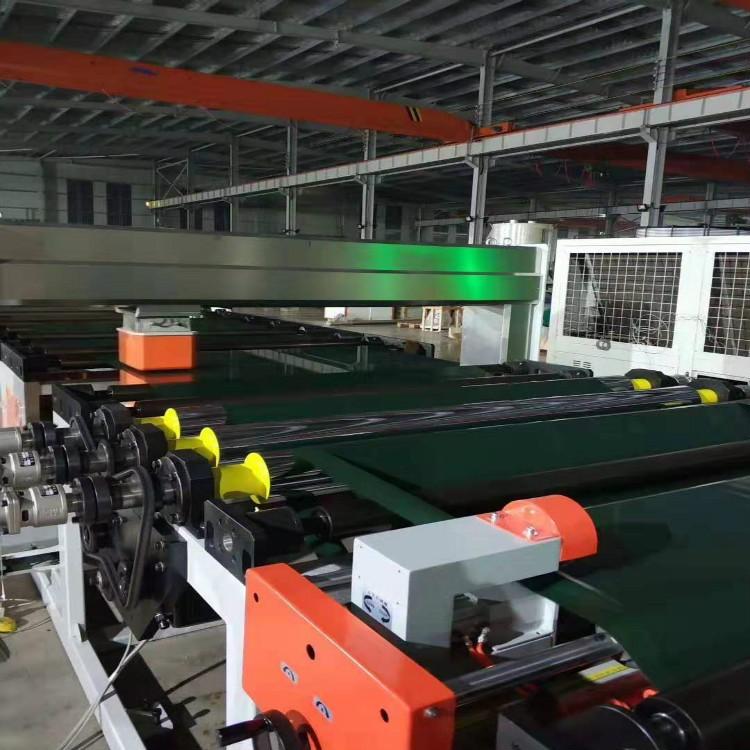
7. Литейный валок использует метод комплексной обработки внутреннего бегуна, чтобы обеспечить контроль температуры в пределах ± 1 градуса и точность контроля поверхности качения в пределах ± 10 мкм, чтобы обеспечить более точную толщину литейной пленки.