

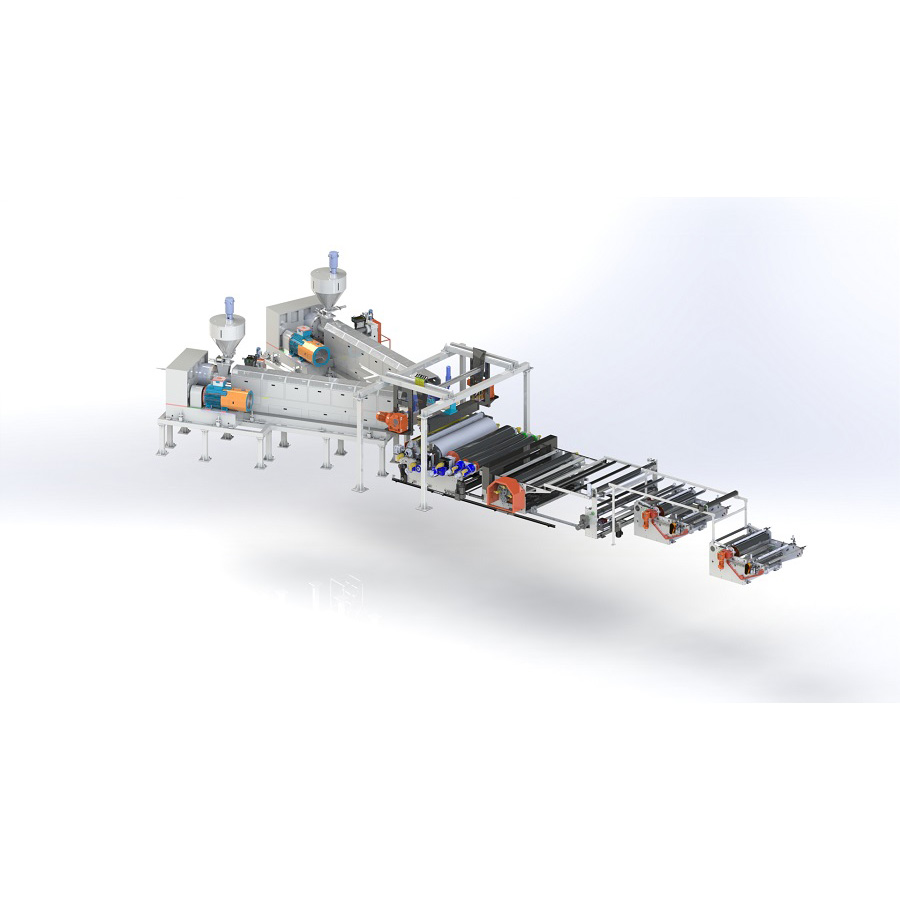
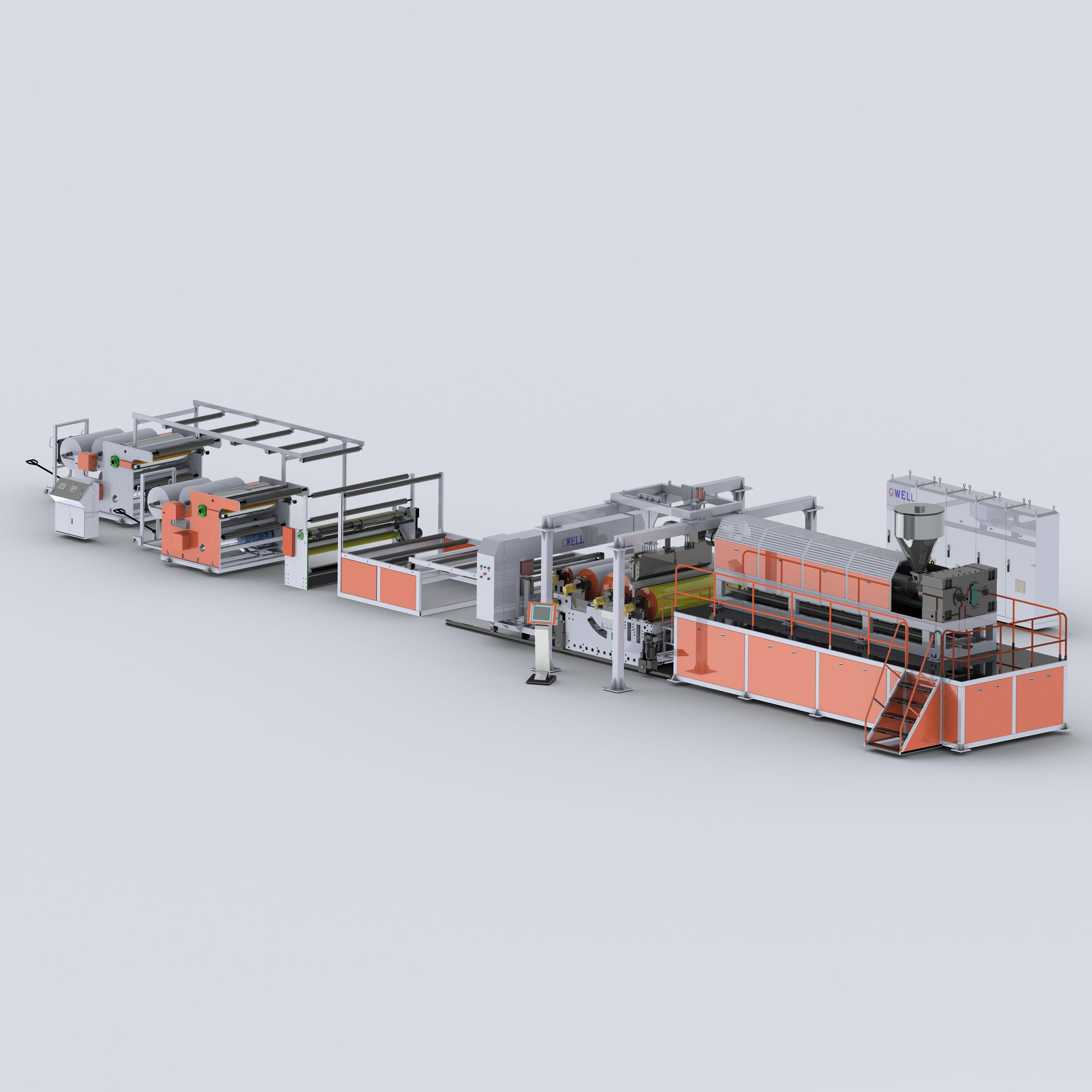

Линия экструзии солнечной пленки EVA POE
Параметр
| Тип экструдера | GWS180 | Коэкструзия GWS180+GWS180 |
| Сырье | ЕВА, ЧП | ЕВА, ЧП |
| Емкость | 0,6 ГВт (600 кг/ч) | 1 ГВт (1000 кг/ч) |
| Продукт | Ева, ПОЭ(2 вида) | ЕВА, ПОЭ,ЭПЕ(3 вида) |
| Ширина нетто | 2200мм-2700мм | |
| Диапазон толщины | 0,2 мм-1 мм | |
| Расчетная скорость линии | 20 м/мин | |
| Приложение | Пленка EVA, POE, EPE для солнечной герметизации. | |
Особенности экструзионной линии GWELL EVA Film
Отличная долговечность, такая как устойчивость к погодным условиям, устойчивость к высоким температурам, влагостойкость и устойчивость к ультрафиолету.
- Он обладает превосходной дополнительной силой к стеклу, металлу, пластику, ПЭТ и ТРТ, а также сохраняет дополнительную силу в течение длительного времени.
- Отличная светопоглощающая способность и прозрачность.
- Солнечные элементы деактивируются и безвредны во время обработки.
- Высокая скорость сшивки после ламинирования.
- Хорошая производительность инкапсуляции.
Технические параметры
1. Применимые материалы: EVA + вспомогательное средство для солнечной герметизирующей пленки, POE + вспомогательное средство.
2. Ширина производственной линии серебряного цилиндра: 3000 мм.
3. Ширина матрицы: одна пара 2600 мм; одна пара 3000 мм (может быть настроена в соответствии с требованиями заказчика, а продукт можно разрезать на несколько частей онлайн в соответствии с требованиями)
4. Продукт EVA GSM: 300-530 г/м2
5. Направление экструдера: сзади вперед (легко отключить производственную отладку)
6.Максимальная скорость линии: 20 м/мин (фактическая скорость производства зависит от процесса обработки сырья и условий работы)
7. Отклонение толщины: T Ds 3%, MDS 2%
8. Установленная мощность: около 550 кВт (рабочая мощность около 300 кВт)
9.Температура подачи воды 7-20°C, давление воды 4-6бар, объем оборотной воды 40-50м3/ч.
10. Давление источника приточного воздуха z7бар, давление воздуха 0,9 м3/ч.
Особенности машины для производства солнечной пленки EVA
Комбинированное контрольное измерение толщины/автоматическое измерение толщины обеспечивает гарантию высококачественного производства и создает трехмерную карту продукции через сеть с обнаружением дефектов, что позволяет интуитивно и быстро анализировать и прогнозировать проблемы. Высокоточное интеллектуальное управление максимально повышает стабильность производственной линии и в то же время эффективно и научно помогает наладить производственный процесс, а также быстро формирует анализ данных для сопровождения производства.
- Новейший процесс закалки в дальнем инфракрасном диапазоне, точный контроль температуры, нержавеющая сталь и специальные изоляционные материалы для сохранения тепла и энергосбережения. Технология онлайн-переработки отходов eva в наибольшей степени экономит затраты клиентов.
- Продуманные решения для оборудования для производства пленки EVA, оптимальная степень усадки, минимальная погрешность в грамме, быстрая реакция на настройку машины и интеллектуальное управление для создания всесторонней системы контроля качества продукции.
- Предоставляйте решения по планировке и общественным работам на месте, а также предоставляйте клиентам полный набор инженерной поддержки и комплексное решение проблем строительства проектов клиентов.
Что такое Ева?
ЭВА представляет собой сополимер этилена и винилацетата, который получают путем сополимеризации этилена (Э) и винилацетата (ВА) и называется ЭВА или Э/ВАЦ. По сравнению с полиэтиленом, ЭВА имеет пониженную кристалличность и улучшенную гибкость, ударопрочность, совместимость с наполнителями и характеристики термосваривания благодаря введению мономера винилацетата в молекулярную цепь. Вообще говоря, характеристики смолы ЭВА в основном зависят от содержания винилацетата в молекулярной цепи. Поскольку соотношение состава можно регулировать в соответствии с различными потребностями применения, чем выше содержание винилацетата (содержание ВА), тем относительно улучшаются его прозрачность, мягкость и прочность.
Характеристики ЕВА
1. Долговечность
Пленка EVA премиум-класса известна своей исключительной долговечностью даже в суровых погодных условиях, таких как высокая температура и высокая влажность.
2. Склеивание
При правильных условиях пленка EVA имеет отличную адгезию к солнечному стеклу (не к обычному стеклу, имеющему шероховатую поверхность). EVA также очень хорошо приклеивается к подложке.
3. Оптический
EVA известен своей превосходной прозрачностью. Это означает, что светопропускание является приемлемым и не блокирует слишком много солнечного света, пытающегося достичь солнечного элемента. Сегодня некоторые производители в Азии используют прозрачную подложку, поэтому между ячейками сохраняется прозрачность. Этот тип модуля называется полупрозрачным модулем.
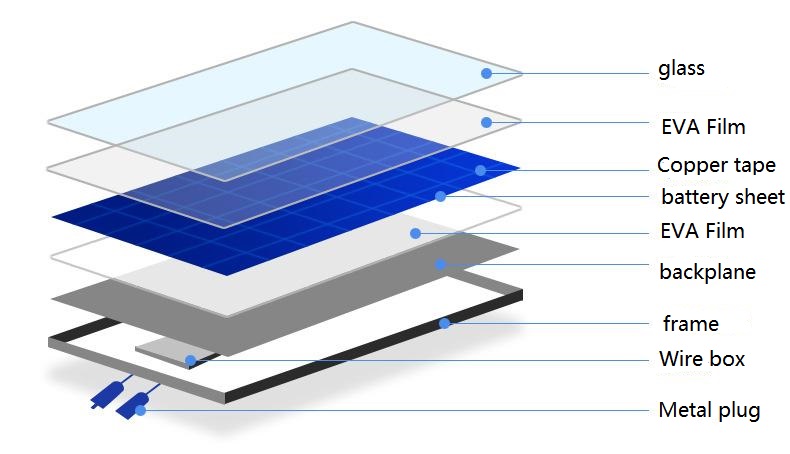
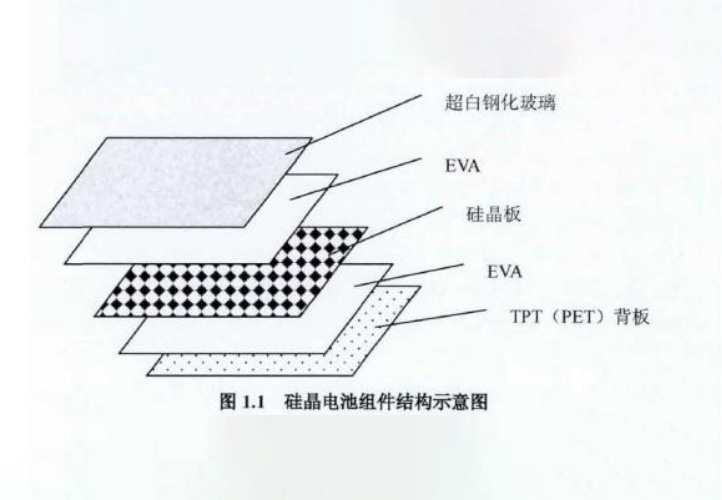
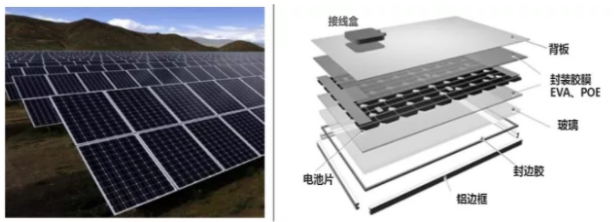
Что такое пленка EVA?
В солнечной промышленности наиболее распространенной инкапсуляцией является использование сшиваемого этиленвинилацетата (ЭВА). С помощью ламинатора клетки ламинируются между пленками ЭВА в вакууме, на сжатие. Процесс протекает при температуре до 150°С. Одним из недостатков пленки EVA является то, что она не устойчива к ультрафиолетовому излучению, поэтому для защиты от ультрафиолетовых лучей требуется защитное переднее стекло.
Методы полимеризации включают полимеризацию в массе под высоким давлением (для пластмасс), полимеризацию в растворе (вспомогательное средство для обработки ПВХ), эмульсионную полимеризацию (клей) и суспензионную полимеризацию. Эмульсионная полимеризация используется при содержании винилацетата (ВА) более 30%, а полимеризация в массе под высоким давлением используется при низком содержании винилацетата.
Экструзионная линия по производству солнечной пленки EVA использует смолу EVA (содержание VA 30-33%) в качестве основного материала для производства пленки EVA для солнечных фотоэлектрических элементов. Эта производственная линия также может производить межслойную пленку из термоплавкого клея EVA, изменив формулу и процесс.
В солнечной промышленности наиболее распространенной инкапсуляцией является использование сшиваемого этиленвинилацетата (ЭВА). С помощью ламинатора клетки ламинируются между пленками ЭВА в вакууме, на сжатие. Процесс протекает при температуре до 150°С. Одним из недостатков пленки EVA является то, что она не устойчива к ультрафиолетовому излучению, поэтому для защиты от ультрафиолетовых лучей требуется защитное переднее стекло.
Методы полимеризации включают полимеризацию в массе под высоким давлением (для пластмасс), полимеризацию в растворе (вспомогательное средство для обработки ПВХ), эмульсионную полимеризацию (клей) и суспензионную полимеризацию. Эмульсионная полимеризация используется при содержании винилацетата (ВА) более 30%, а полимеризация в массе под высоким давлением используется при низком содержании винилацетата.
Экструзионная линия по производству солнечной пленки EVA использует смолу EVA (содержание VA 30-33%) в качестве основного материала для производства пленки EVA для солнечных фотоэлектрических элементов. Эта производственная линия также может производить межслойную пленку из термоплавкого клея EVA, изменив формулу и процесс.
Что такое POE-пленка?
POE лучше, чем EVA anti-PID (потенциально-индуцированное затухание), что также является основным преимуществом POE. В-четвертых, эффект водостойкости POE лучше, и его можно широко использовать на водных электростанциях и других объектах.
Пленка POE в основном используется в двусторонних модулях, которые заменяют объединительную плату фотоэлектрическим стеклом, с высокой мощностью, высокой стабильностью и длительным сроком службы, чтобы повысить эффективность модуля.
Что такое пленка ЭПЭ?
Вообще говоря, пленка EPE похожа на картинку ниже:

Он сочетает в себе два преимущества EVA и POE: Является вариантом продуктов POE. Из-за большой разницы в ценах между POE и EVA, POE составляет 13 юаней / квадратный метр, EVA7 юаней / квадратный метр, разница в цене за один квадратный метр составляет 6 юаней, для компонента площадью 2 квадратных метра требуется два, разница в цене столь же высока, как 24 юаня/компонент.
POE отличается низкой производительностью, и при ламинировании аккумулятор легко отклоняется. Ламинирование занимает на 30% больше времени, чем ламинирование EVA, что является одной из основных причин более низкой производительности компонентов из двойного стекла по сравнению с компонентами из одинарного стекла. Таким образом, промышленность выдвинула структуру совместной экструзии eva/pose/eva, то есть типа сэндвича, внешняя контактная поверхность - EVA, снижает вероятность неправильного куска, снижает стоимость, а POE в середине играет роль барьера.
Презентация кейса


Партнер





