


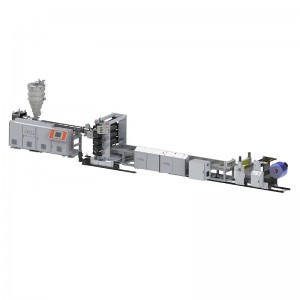
Линия по производству многослойной пленки EVOH
В пищевой или медицинской упаковочной промышленности использование многослойной коэкструзионной пластиковой пленки является ключевым компонентом обеспечения безопасности продукта. Кроме того, использование упаковочного материала, который продлевает срок годности продуктов, может значительно сократить количество отходов скоропортящихся продуктов и дает продуктовым магазинам больше времени для хранения продуктов до того, как они попадут в руки потребителя. Отличный способ добиться этого — использовать упаковочный материал, который снижает количество кислорода, проникающего в пластик, например EVOH, включая материал в многослойную структуру совместной экструзии.
Хотя традиционные материалы из термопластичных смол, такие как полипропилен, полиэтилен и УППС, обладают определенной степенью присущих им барьерных свойств, их обычно не считают «барьерными» материалами. Полипропилен, например, естественно, является отличным барьером для влаги, но не так хорош, когда дело касается кислородопроницаемости. Чтобы защитить содержимое упаковки как от кислорода, так и от влаги, в состав листа должен быть включен барьерный материал – и именно здесь на помощь приходят такие материалы, как EVOH.
В настоящее время GWELL может включать EVOH в 7-, 9- или 11-слойные структуры посредством процесса многослойной соэкструзии.
Многослойная соэкструзия — это процесс, при котором два или более пластиковых материала экструдируются как один. В стандартном процессе экструзии однослойного листа один материал подается и экструдируется через матрицу. В процессе совместной экструзии задействовано несколько экструдеров и несколько материалов (в зависимости от структуры), а расплавленный материал направляется по трубам для расплава, создавая ламинарный поток для блока подачи соэкструзии и технологии матрицы для сварки экструдатов в цельную конструкцию. Когда несколько слоев материала объединяются, в конечном результате получается многослойная структура, обладающая различными свойствами от каждого материала, используемого в конструкции. Во время экструзии этих пластиковых материалов необходимое охлаждение достигается за счет подачи материала через охлаждающие валки, также известные как стопочные валки или охлаждающие валки. Эти валки обеспечивают необходимое охлаждение, а также определяют толщину листа и текстуру поверхности с помощью специальных валков для отделки поверхности, таких как матовый, песочно-матовый, волосково-клеточный и т. д.
Категории товаров
-

Каркас солнечной батареи из композитного полиуретана и стекловолокна ...
-

Экструзионная линия для производства гидроизоляционных мембран из ЭВА
-

ABS, PMMA; HIPS, GPPS Экструзия листов сантехники...
-
Линия экструзии сверхпрозрачных мягких листов ПВХ
-

Линия по производству пищевой пленки ПВХ, ПВДХ
-

Линия экструзии пленки ПВБ