

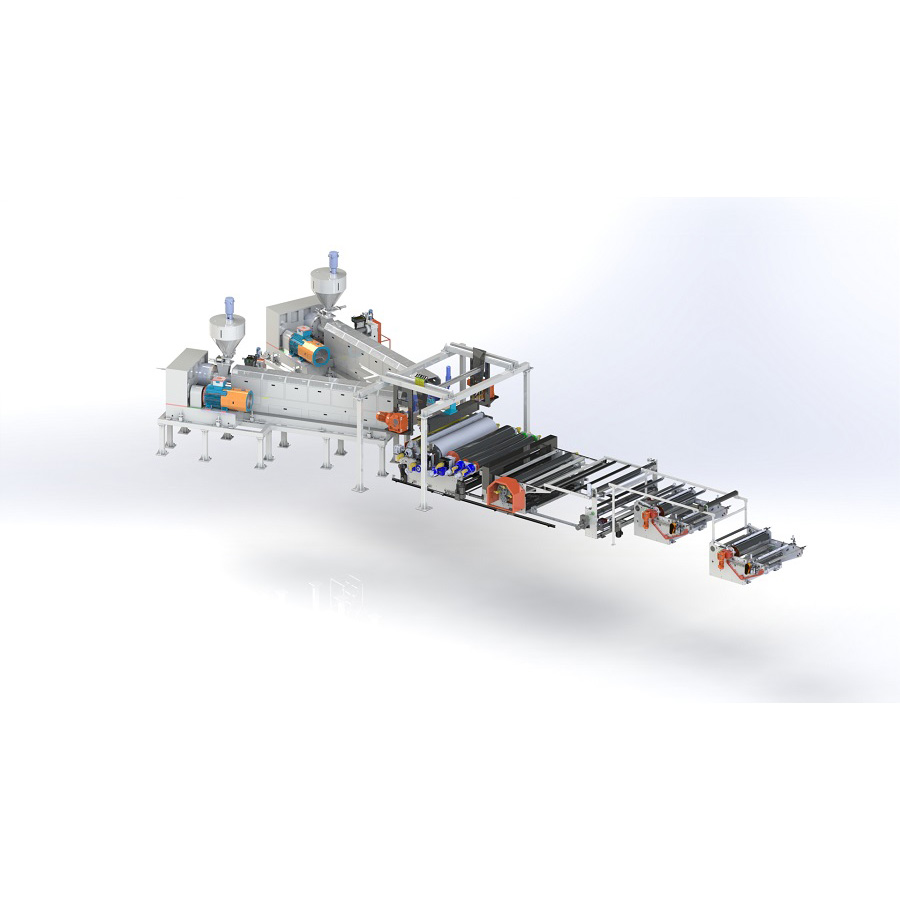
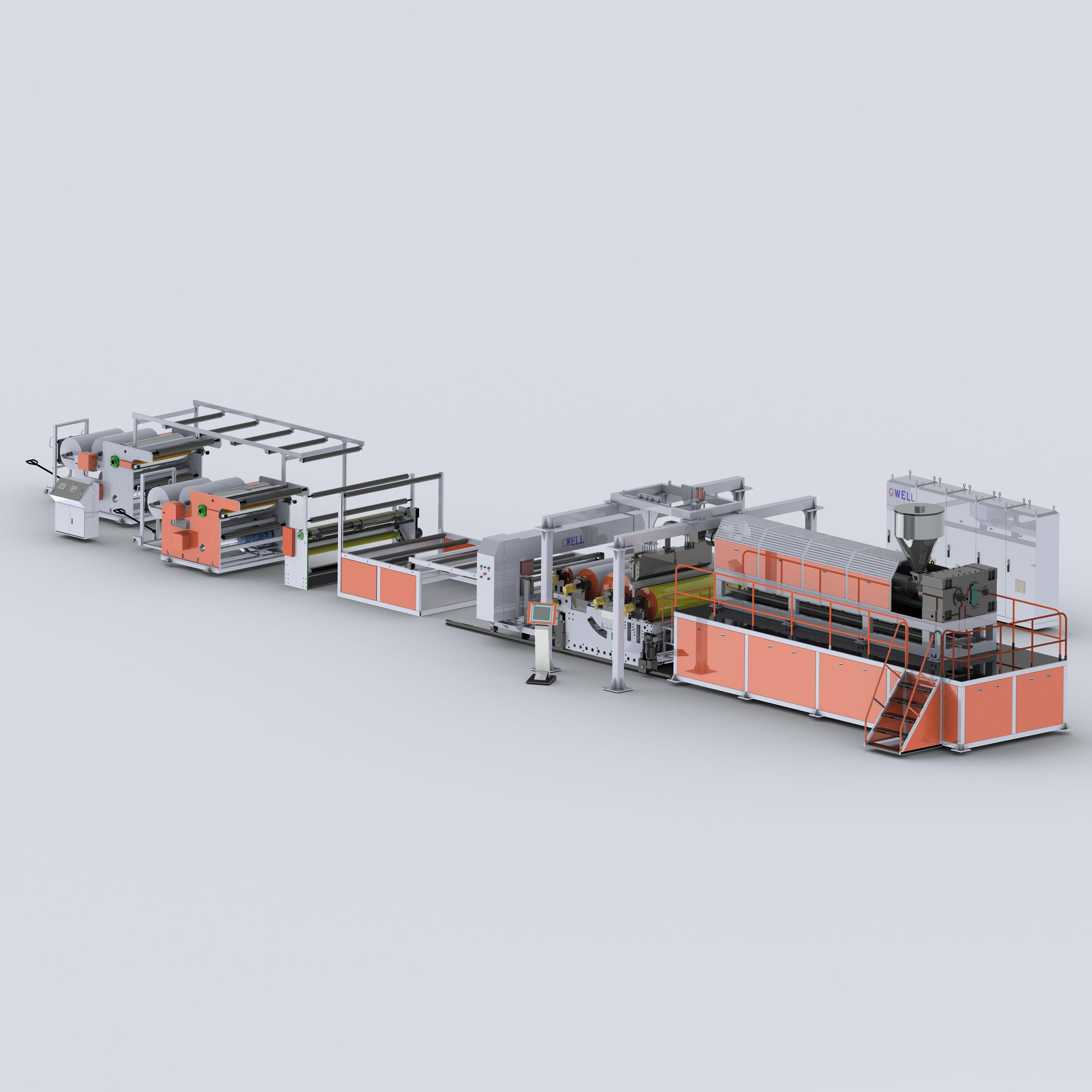

EVA POE güneş filmi ekstrüzyon hattı
Parametre
| Ekstruder Tipi | GWS180 | Birlikte ekstrüzyon GWS180+GWS180 |
| Hammadde | EVA, POE | EVA, POE |
| Kapasite | 0,6GW(600kg/saat) | 1GW(1000kg/saat) |
| Ürün | EVA, POE (2 çeşit) | EVA, POE, EPE(3 çeşit) |
| Net genişlik | 2200mm-2700mm | |
| Kalınlık aralığı | 0,2 mm-1 mm | |
| Tasarım hattı hızı | 20 m/dak | |
| Başvuru | Güneş kapsülleme için EVA、POE、EPE filmi | |
GWELL EVA Film ekstrüzyon hattının özellikleri
Hava koşullarına dayanıklılık, yüksek sıcaklık direnci, nem direnci ve ultraviyole direnci gibi mükemmel dayanıklılık.
- Cam, metal, plastik PET ve TPT üzerinde mükemmel ek kuvvete sahiptir ve uzun vadeli ek kuvvet sağlar.
- Mükemmel ışık emme oranı ve şeffaflık.
- Güneş pilleri işlem sırasında devre dışı bırakılır ve zararsızdır.
- Laminasyon sonrası yüksek çapraz bağlanma oranı.
- İyi kapsülleme performansı.
Teknik parametre
1. Uygulanabilir malzemeler: Güneş kapsülleme filmi için EVA + yardımcı, POE + yardımcı
2. Gümüş silindirin üretim hattı genişliği: 3000mm
3. Kalıp genişliği: bir çift 2600 mm; bir çift 3000 mm (müşteri gereksinimlerine göre özelleştirilebilir ve ürün, gereksinimlere göre çevrimiçi olarak birden fazla parçaya kesilebilir)
4.EVA ürünü GSM: 300-530g/m2
5. Ekstruder yönü: arkadan öne doğru (üretim hata ayıklamasını devre dışı bırakmak kolaydır)
6. Maksimum hat hızı: 20 m/dak (gerçek üretim hızı, hammadde prosesine ve çalışma koşullarına bağlıdır)
7. Kalınlık sapması: T Ds %3, MDS %2
8. Kurulu kapasite: yaklaşık 550kw (yaklaşık 300kw çalışma kapasitesi)
9.Su besleme sıcaklığı 7-20°C, su basıncı 4-6bar, dolaşan su hacmi 40-50m3/saat
10.Besleme hava kaynağı basıncı z7bar hava basıncı 0,9 m3/h
EVA Güneş Filmi Yapma Makinesinin Özellikleri
Kombine kontrol kalınlık ölçümü/otomatik kalınlık ölçümü, yüksek kaliteli üretim için bir garanti sağlar ve sorunları sezgisel ve hızlı bir şekilde analiz etmek ve tahmin etmek için kusur tespiti ile ağ oluşturma yoluyla ürünlerin üç boyutlu bir haritasını oluşturur. Yüksek hassasiyetli akıllı kontrol, üretim hattının stabilitesini en üst düzeye çıkarır ve aynı zamanda üretim sürecinin oluşturulmasına verimli ve bilimsel bir şekilde yardımcı olur ve üretime eşlik etmek için hızlı bir şekilde veri analizi oluşturur.
- Isı koruma ve enerji tasarrufu sağlamak için en yeni uzak kızılötesi temperleme işlemi, hassas sıcaklık kontrolü, paslanmaz çelik ve özel yalıtım malzemeleri. Çevrimiçi eva hurda geri dönüşüm teknolojisi, müşteriler için maliyeti büyük ölçüde azaltır.
- Olgun EVA Film Yapma Makinesi ekipman çözümleri, optimum büzülme oranı, minimum gramaj hatası, hızlı makine ayarlama tepkisi ve ürün kalitesi için çok yönlü bir kontrol sistemi oluşturmak için akıllı kontrol.
- Yerinde yerleşim düzeni ve kamu işleri çözümleri sağlayın ve müşterilere eksiksiz bir mühendislik desteği seti ve müşterilerin proje inşaat sorunlarına tek elden çözüm sağlayın.
EVA nedir?
EVA, etilen (E) ve vinil asetatın (VA) kopolimerizasyonuyla üretilen ve EVA veya E/VAC olarak adlandırılan bir etilen-vinil asetat kopolimeridir. Polietilen ile karşılaştırıldığında EVA, moleküler zincire vinil asetat monomerinin eklenmesi nedeniyle kristalliği azalttı ve esnekliği, darbe direncini, dolgu uyumluluğunu ve ısıyla sızdırmazlık performansını geliştirdi. Genel olarak konuşursak, EVA reçinesinin performansı esas olarak moleküler zincirdeki vinil asetat içeriğine bağlıdır. Bileşim oranı farklı uygulama ihtiyaçlarını karşılayacak şekilde ayarlanabildiğinden, vinil asetat içeriği (VA içeriği) ne kadar yüksek olursa, şeffaflığı, yumuşaklığı ve dayanıklılığı da nispeten artacaktır.
EVA özellikleri
1. Dayanıklılık
Premium EVA filmi, yüksek sıcaklık ve yüksek nem gibi zorlu hava koşullarında bile olağanüstü dayanıklılığıyla bilinir.
2. Bağlanma
Doğru koşullar altında EVA filmi güneş camına (pürüzlü bir yüzeye sahip standart cama değil) mükemmel yapışma özelliğine sahiptir. EVA ayrıca arka tabakaya çok iyi yapışır.
3. Optik
EVA mükemmel şeffaflığıyla tanınır. Bu, ışık iletiminin kabul edilebilir olduğu ve güneş piline ulaşmaya çalışan çok fazla güneş ışığını engellemediği anlamına gelir. Bugün Asya'daki birçok üretici şeffaf destek kullanıyor, dolayısıyla hücreler arasında şeffaflık var. Bu tür modüllere yarı saydam modül adı verilir.
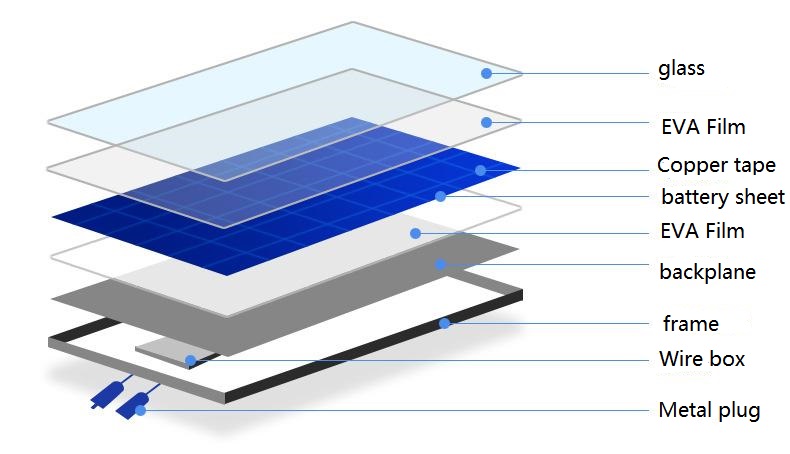
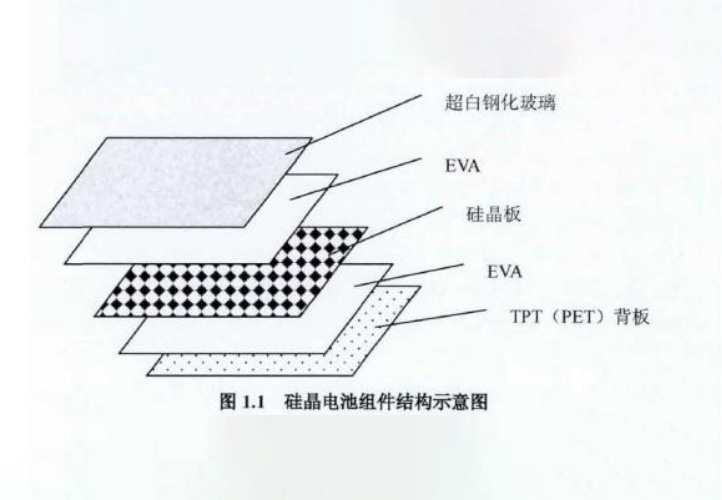
EVA filmi nedir?
Güneş enerjisi endüstrisinde en yaygın kapsülleme, çapraz bağlanabilir etilen vinil asetatın (EVA) kullanılmasıdır. Bir laminatör yardımıyla hücreler EVA filmleri arasına vakumda, sıkıştırılarak lamine edilir. İşlem 150 °C'ye kadar sıcaklıklarda gerçekleşir. EVA filmin dezavantajlarından biri UV ışınlarına dayanıklı olmamasıdır, bu nedenle UV ışınlarından korumak için koruyucu bir ön cam gerekir.
Polimerizasyon yöntemleri, yüksek basınçlı toplu polimerizasyonu (plastikler için), çözelti polimerizasyonunu (PVC işleme yardımcısı), emülsiyon polimerizasyonunu (yapıştırıcı) ve süspansiyon polimerizasyonunu içerir. %30'dan yüksek vinil asetat (VA) içeriği için emülsiyon polimerizasyonu kullanılır ve düşük vinil asetat içeriği için yüksek basınçlı toplu polimerizasyon kullanılır.
EVA güneş Filmi Yapma Makinesi ekstrüzyon üretim hattı, güneş fotovoltaik hücreleri için EVA filmi üretmek üzere temel malzeme olarak EVA reçinesini (VA içeriği %30-33) kullanır. Bu üretim hattı aynı zamanda formül ve prosesi değiştirerek sıcakta eriyen yapışkan EVA ara katman filmi de üretebilir.
Güneş enerjisi endüstrisinde en yaygın kapsülleme, çapraz bağlanabilir etilen vinil asetatın (EVA) kullanılmasıdır. Bir laminatör yardımıyla hücreler EVA filmleri arasına vakumda, sıkıştırılarak lamine edilir. İşlem 150 °C'ye kadar sıcaklıklarda gerçekleşir. EVA filmin dezavantajlarından biri UV ışınlarına dayanıklı olmamasıdır, bu nedenle UV ışınlarından korumak için koruyucu bir ön cam gerekir.
Polimerizasyon yöntemleri, yüksek basınçlı toplu polimerizasyonu (plastikler için), çözelti polimerizasyonunu (PVC işleme yardımcısı), emülsiyon polimerizasyonunu (yapıştırıcı) ve süspansiyon polimerizasyonunu içerir. %30'dan yüksek vinil asetat (VA) içeriği için emülsiyon polimerizasyonu kullanılır ve düşük vinil asetat içeriği için yüksek basınçlı toplu polimerizasyon kullanılır.
EVA güneş Filmi Yapma Makinesi ekstrüzyon üretim hattı, güneş fotovoltaik hücreleri için EVA filmi üretmek üzere temel malzeme olarak EVA reçinesini (VA içeriği %30-33) kullanır. Bu üretim hattı aynı zamanda formül ve prosesi değiştirerek sıcakta eriyen yapışkan EVA ara katman filmi de üretebilir.
POE filmi nedir?
POE, aynı zamanda POE'nin ana avantajı olan EVA anti-PID'den (potansiyel kaynaklı zayıflama) daha iyidir. Dördüncüsü, POE'nin suya dayanıklılık etkisi daha iyidir ve su yüzeyi elektrik santrallerinde ve diğer bağlantılarda yaygın olarak kullanılabilir.
POE filmi esas olarak, modülün verimliliğini artırmak için arka paneli fotovoltaik camla değiştiren, yüksek güç üretimi, güçlü stabilite ve uzun hizmet ömrüne sahip çift taraflı modüllerde kullanılır.
EPE filmi nedir?
Genel olarak EPE filmi aşağıdaki resim gibidir:

EVA ve POE'nin iki avantajını birleştirir: POE ürünlerinin bir çeşididir. POE ve EVA arasındaki fiyat farkı büyük olduğundan, POE 13 yuan / metrekare, EVA7 yuan / metrekare, bir metrekare fiyat farkı 6 yuan, 2 metrekarelik bir bileşenin iki ihtiyacı var, fiyat farkı şu kadar yüksek: 24 yuan / bileşen.
POE'nin performansı kaygandır ve laminasyon sırasında pilin sapması kolaydır. Laminasyon EVA'ya göre %30 daha uzun sürer; bu da çift cam bileşenlerin kapasitesinin tek cam bileşenlere göre daha düşük olmasının ana nedenlerinden biridir. Bu nedenle endüstri, eva / poz / eva'nın ortak ekstrüzyon yapısını, yani sandviç tipini, dış temas yüzeyinin EVA olduğunu, yanlış parça olasılığını azalttığını, maliyeti düşürdüğünü ve ortadaki POE'nin önemli bir rol oynadığını öne sürdü. bariyer rolü.
Vaka Sunumu


Ortak





