







PET levha ekstrüzyon hattı
MakineVideosu
Parametre
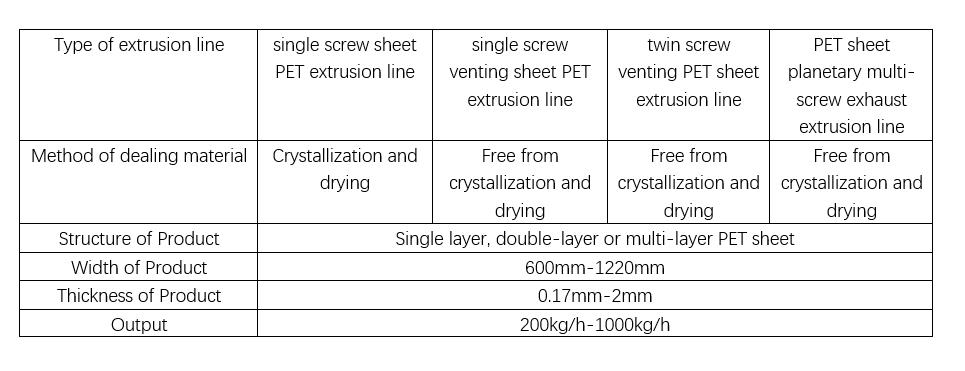
PET levha ekstrüzyon üretim hattının sınıflandırılması
1.PET
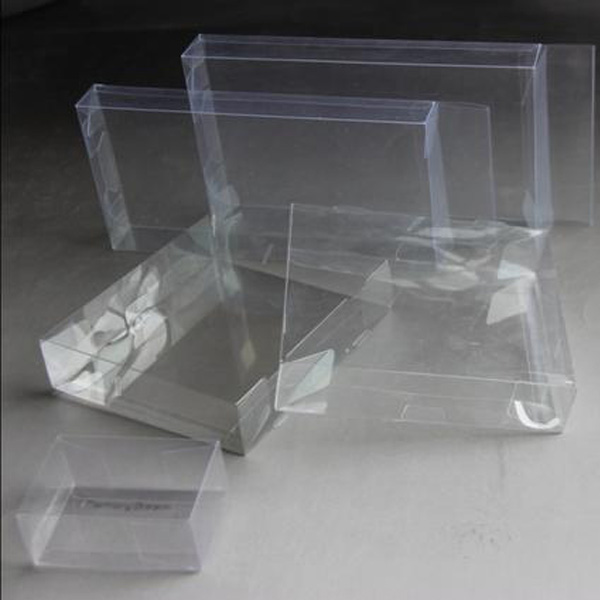
PET levha son yıllarda geliştirilen yeni bir plastik ürün türüdür, peki geleneksel plastiğimizle arasındaki fark nedir? Bu malzemenin üretim süreci karmaşıktır ve bir dizi ekstrüzyon işlemi yoluyla yüksek hassasiyetli makineler kullanılarak üretilir.
Genellikle gördüğümüz plastik yarı saydam bir maddedir. Bununla birlikte, bu malzemenin şeffaflığı, özel gereksinimlerine göre gerçek zamanlı olarak değişebilmektedir. Sünekliği ve plastisitesinden dolayı dekoratif bir obje olarak ev veya ofise de yerleştirilebilir. Kullanım ömrüne ulaştıktan sonra bile geri dönüştürülmesi gerektiğinde, yanma sırasında bile kirletici gazlar oluşmaz ve çevreye zararı minimum düzeydedir.
2.Gwell PET çift vidalı levha üretim hattı avantajları
* PET levha üretiminde kullanılır, ön kristalizasyon kurutma sistemi yoktur ve geri dönüştürülmüş malzemelerin üretimine uygundur, yüksek verim, düşük enerji tüketimi, mükemmel plastikleştirme özelliklerine sahiptir.
* Namlu, su buharının tamamen tahliye edilmesini sağlamak için çift vakumlu egzoz ile donatılmıştır.
* Ekstruder, eriyik ölçüm pompası kantitatif basınç stabilize çıkışı ve ayar basıncı ve hızı kapalı döngü otomatik kontrolü ile donatılmıştır.
* Makinenin tamamı parametre ayarı, veri hesaplama ve geri bildirim, alarm ve diğer fonksiyonların otomatik kontrolünü gerçekleştirmek için PLC kontrolünü benimser.
3.PET termo şekillendirme levhasının üretim süreci
PET levha, diğer plastikler gibi moleküler ağırlıkla yakından ilgilidir. Karakteristik viskozite moleküler ağırlığı belirler. Tipik kalınlık ne kadar büyük olursa, fiziksel ve kimyasal özellikler de o kadar iyi olur, ancak zayıf akışkanlık, şekillendirilmesini zorlaştırır. İçsel viskozite ne kadar düşük olursa, fiziksel ve kimyasal özellikleri o kadar kötü olur ve darbe dayanımı yetersiz olur.
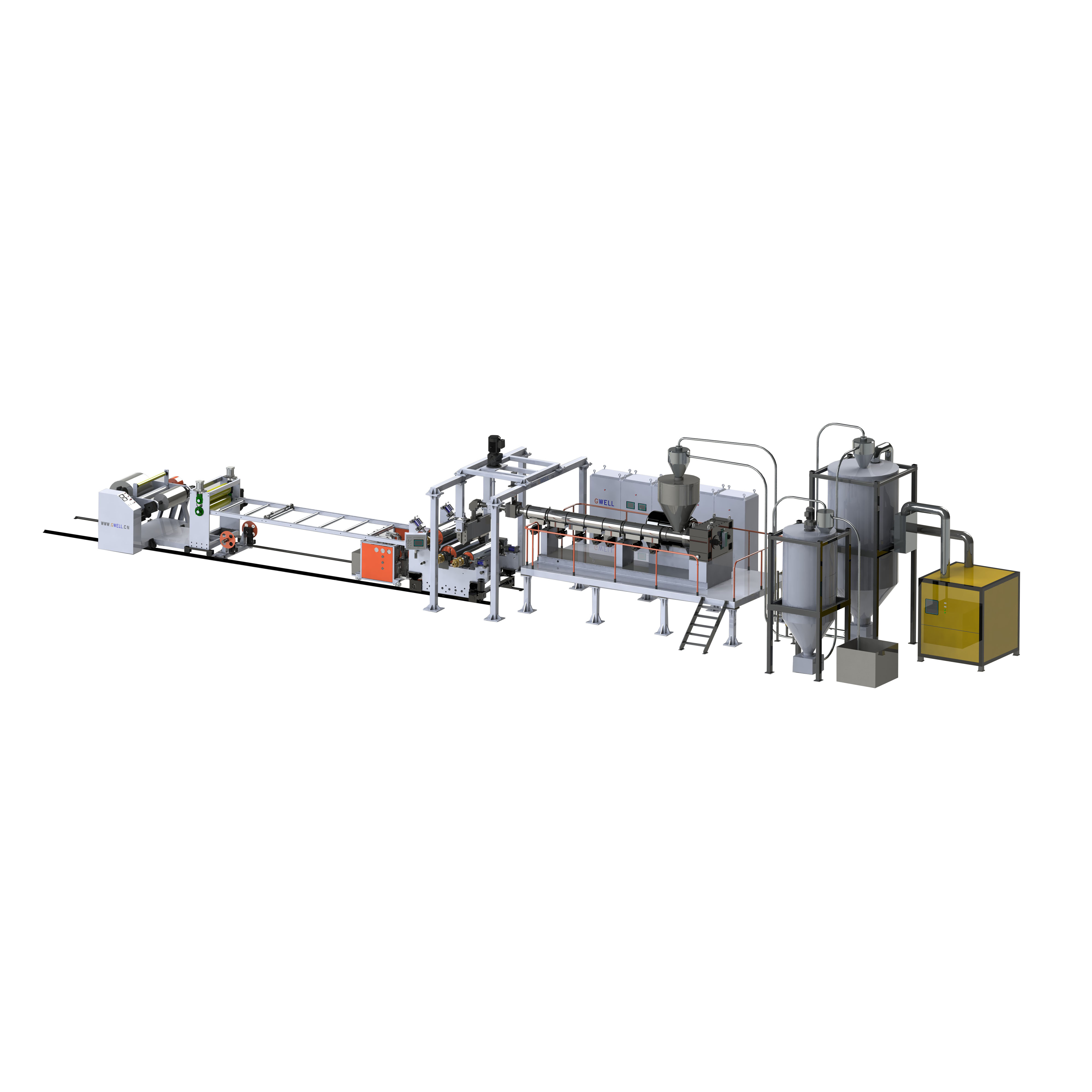
PET levha ekstrüzyon üretim hattında kurutma kulesi, ekstruder, elek değiştirici, dozaj pompası, T-kalıp, üç silindirli kalender, soğutma braketi ve sarıcı bulunur. Üretim süreci, hammadde kurutma - ekstrüzyonla plastikleştirme - ekstrüzyon kalıplama - perdahlama - soğutma - ve ürünlerin sarılmasıdır.
1)Kurutma: Su, PET'i yüksek sıcaklık koşullarında hidrolize edip bozacağından, karakteristik yapışmasının azalmasına neden olacağından, moleküler ağırlığın azalmasıyla birlikte fiziksel özellikleri, özellikle darbe dayanımı azalacaktır. Bu nedenle, PET levha ekstrüzyon hattının, nem içeriğini azaltmak için eritme ve ekstrüzyon öncesinde PET'i kurutması gerekir.
2) Ekstrüzyon kalıplama: PET, kristalizasyon ve kurutma sonrasında belirgin erime noktasına sahip polimere dönüştürülür. Polimer yüksek kalıplama sıcaklığına ve dar bir sıcaklık kontrol aralığına sahiptir. Erimemiş parçacıklar ve eriyik, polyestere özel bir bariyer vidasıyla ayrılır; bu, daha uzun kesme döngülerinin korunmasına yardımcı olur ve ekstruder verimini artırır. Çift vidalı PET levha üretim hattı, PET eriyiğinde bulunan dergileri etkili bir şekilde çıkarabilen, PET tek vidalı üretim hattının kristalizasyon adımını ortadan kaldıran ve enerji tüketimini %10-%20 oranında azaltan bir vakum ekstraksiyon cihazı içerir. aynı sınıf
3) T-kalıp soğutma şekillendirme: eriyik T-kalıptan dışarı aktıktan sonra, perdahlama ve soğutma için doğrudan üç silindirli perdahlayıcıya, üç silindirli perdahlama bileşeni üst, orta ve alt üç silindire, orta silindir şaftı sabitlenir Silindir boşluğunu ayarlamak için şaftın yukarı ve aşağı hareketi boyunca, üç silindir hız senkronizasyonunu sağlamalı, hız ekstrüzyon hızının üzerinde olmalıdır, amaç malzeme ayrıldığında tabakanın genleşmesini dengelemek ve iç kısmını zayıflatmaktır. yatay damarın kaybolması için stres.
4) Çekme ünitesi ve sarma: Sac, perdahlama silindirleri ve soğutma silindirlerinden çıkar. Soğutma braketi tarafından yeterince soğutulur. Daha sonra çekiş cihazına, çekiş cihazı aktif kauçuk merdaneler ve pasif kauçuk merdanelerden oluşur, Gwell PET levha ekstrüzyon hattı maksimum 1,2 metrelik kıvrılma yarıçapına ulaşabilir.
Vaka Sunumu


Ortak






